

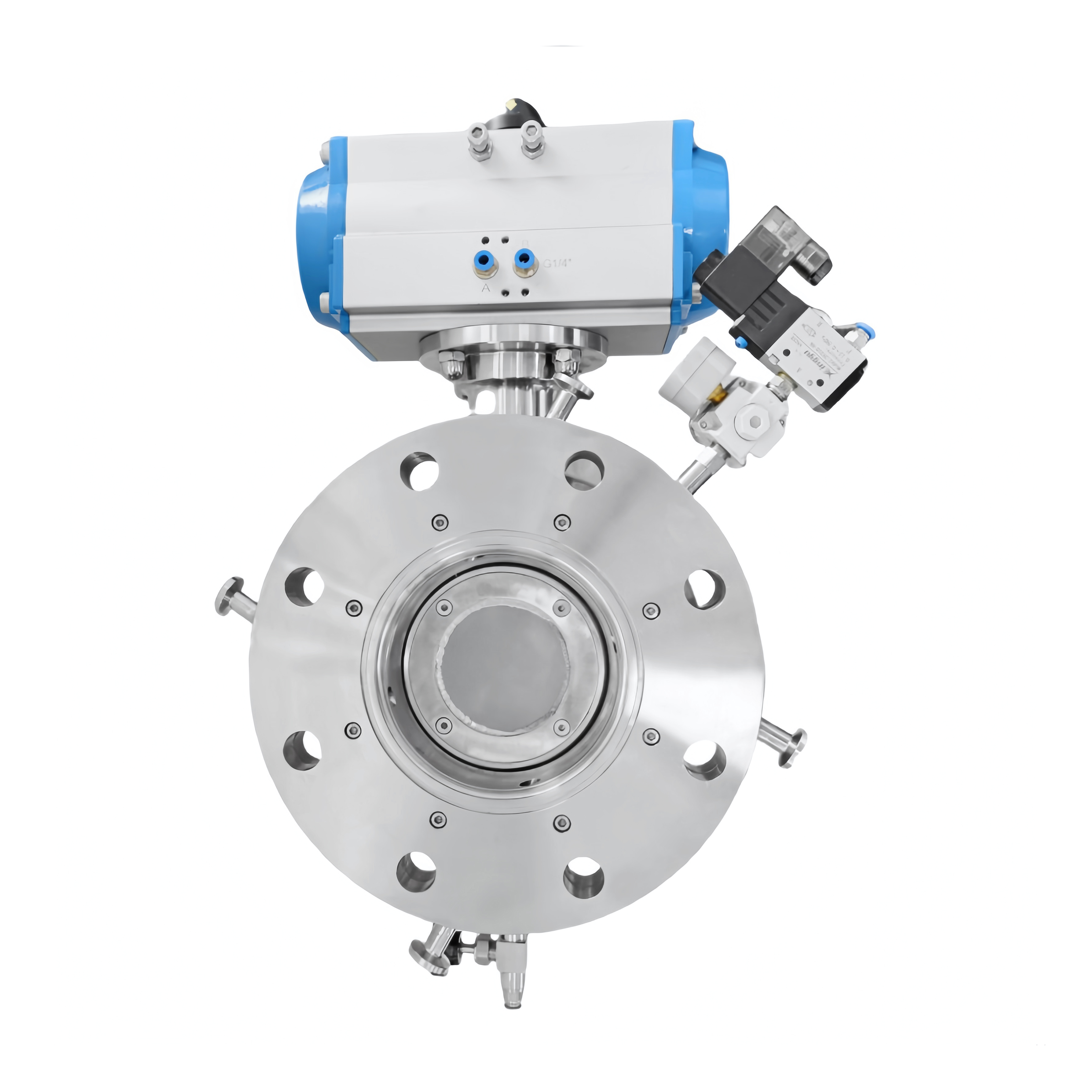



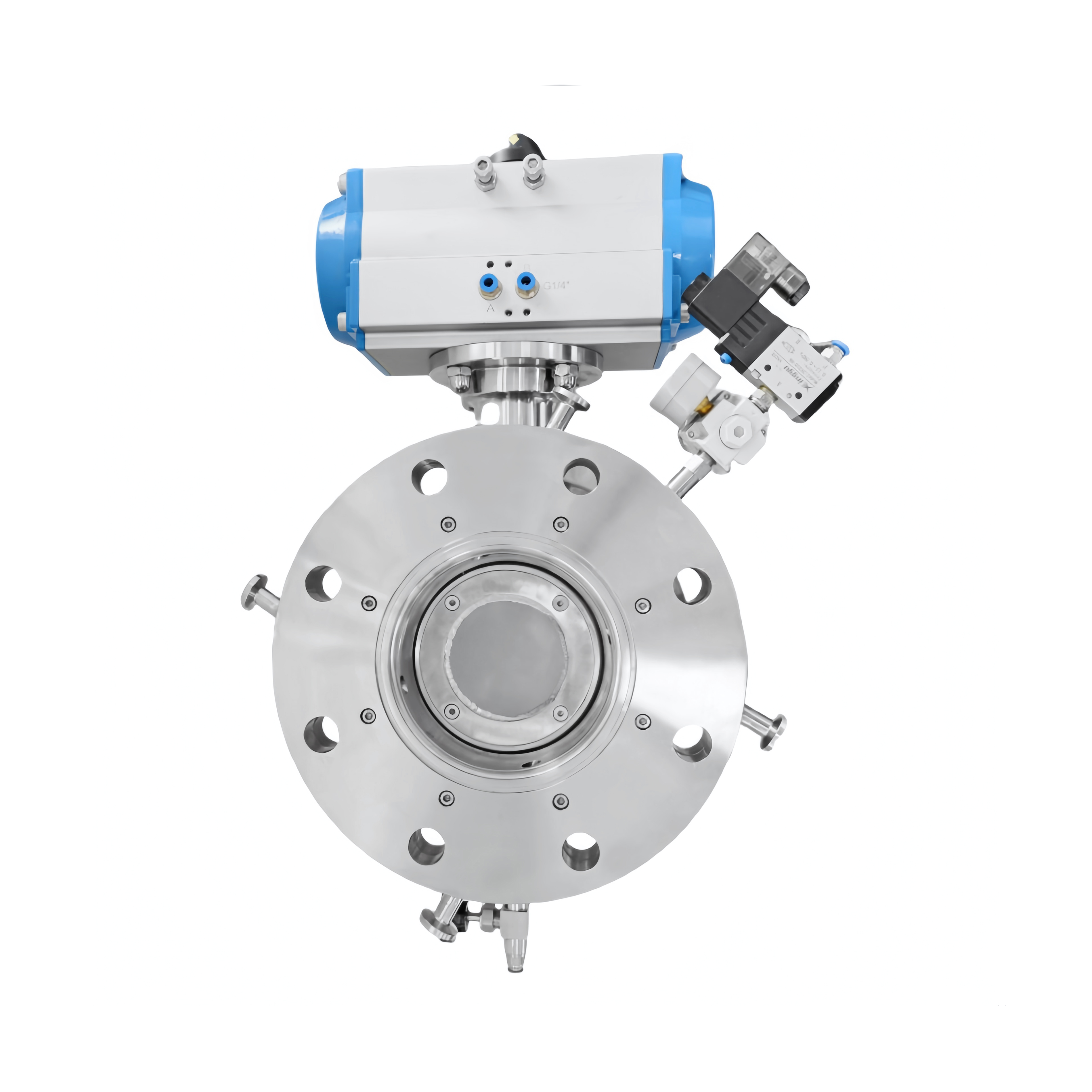
Aufblasbare Dichtung RTP-Systeme: Verbesserung der undichte Leistung in aseptischen Umgebungen
Wie aufblasbare Dichtungen in RTP-Systemen sterile Einhausung erreichen Druckaktivierte Dichtmechanismen Erklärung des aufblasbaren Dichtsystems Aufblasbare Dichtsysteme basieren auf druckaktiven Dichtmechanismen und verwenden unter Druck stehende Luft, um sterile Zustände ...
Mehr anzeigen



