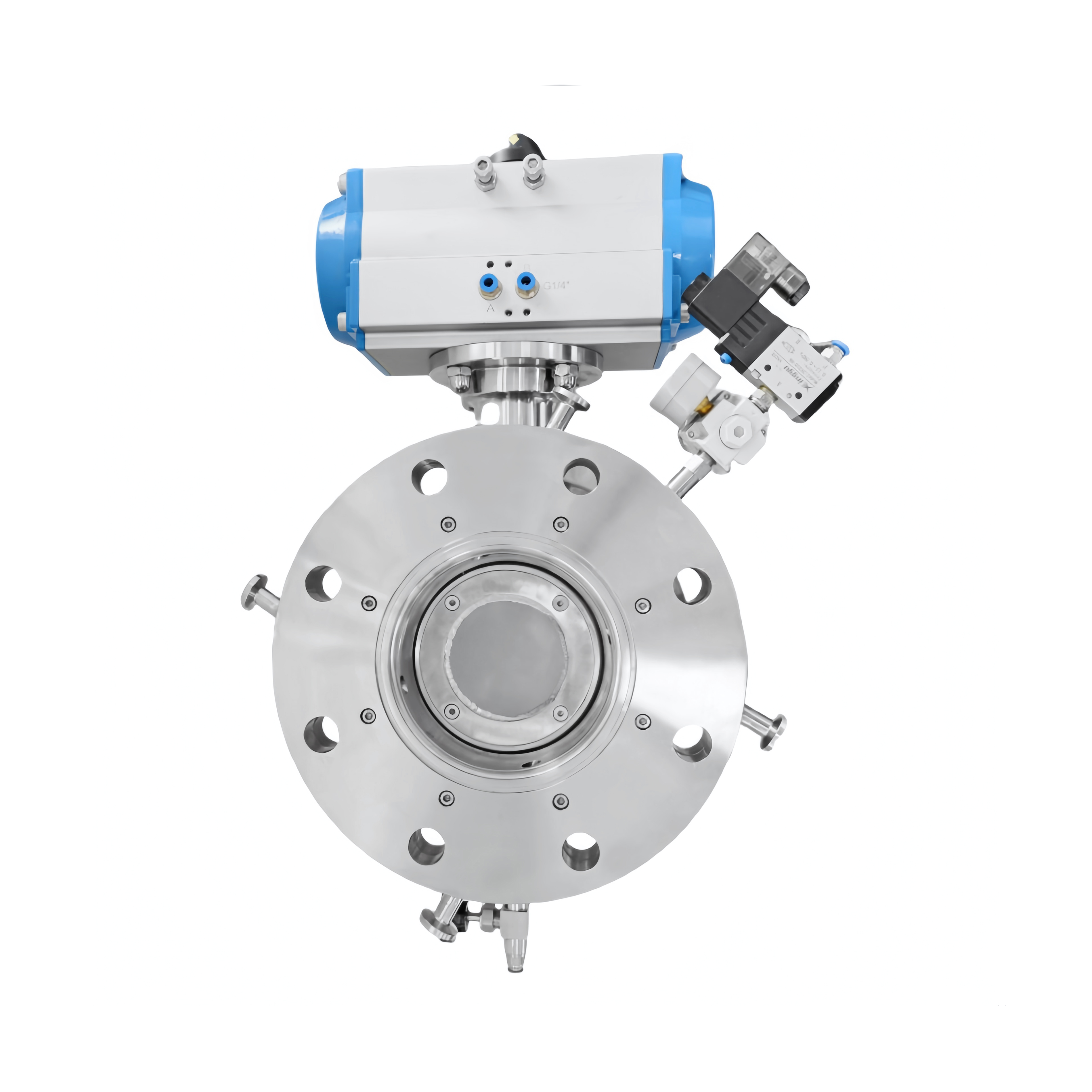
Hoogwaardige hygiënische afsluiters voor kritieke sanitaire toepassingen in de levensmiddelen- en farmaceutische industrie
Hygiënische afsluiters zijn ontworpen om te voldoen aan de hoogste eisen op het gebied van sanitaire normen in sectoren zoals levensmiddelenverwerking, farmacie en biotechnologie. Deze afsluiters zorgen ervoor dat materialen onbesmet blijven en voldoen aan regelgeving op het gebied van hygiëne tijdens het verwerkingsproces. Ontworpen voor gemakkelijke reiniging, met gladde oppervlakken en zonder verborgen plekken waar bacteriën kunnen groeien, voorkomen hygiënische afsluiters besmetting tijdens het transport van vloeistoffen, wat de veiligheid en kwaliteit van het eindproduct garandeert. Deze afsluiters zijn essentieel voor installaties die strikte naleving vereisen van gezondheids- en veiligheidsnormen.
Vraag een offerte aan