




Sistem Segel Inflatable RTP: Menambahkan Prestasi Tidak Berlubang dalam Lingkungan Aseptik
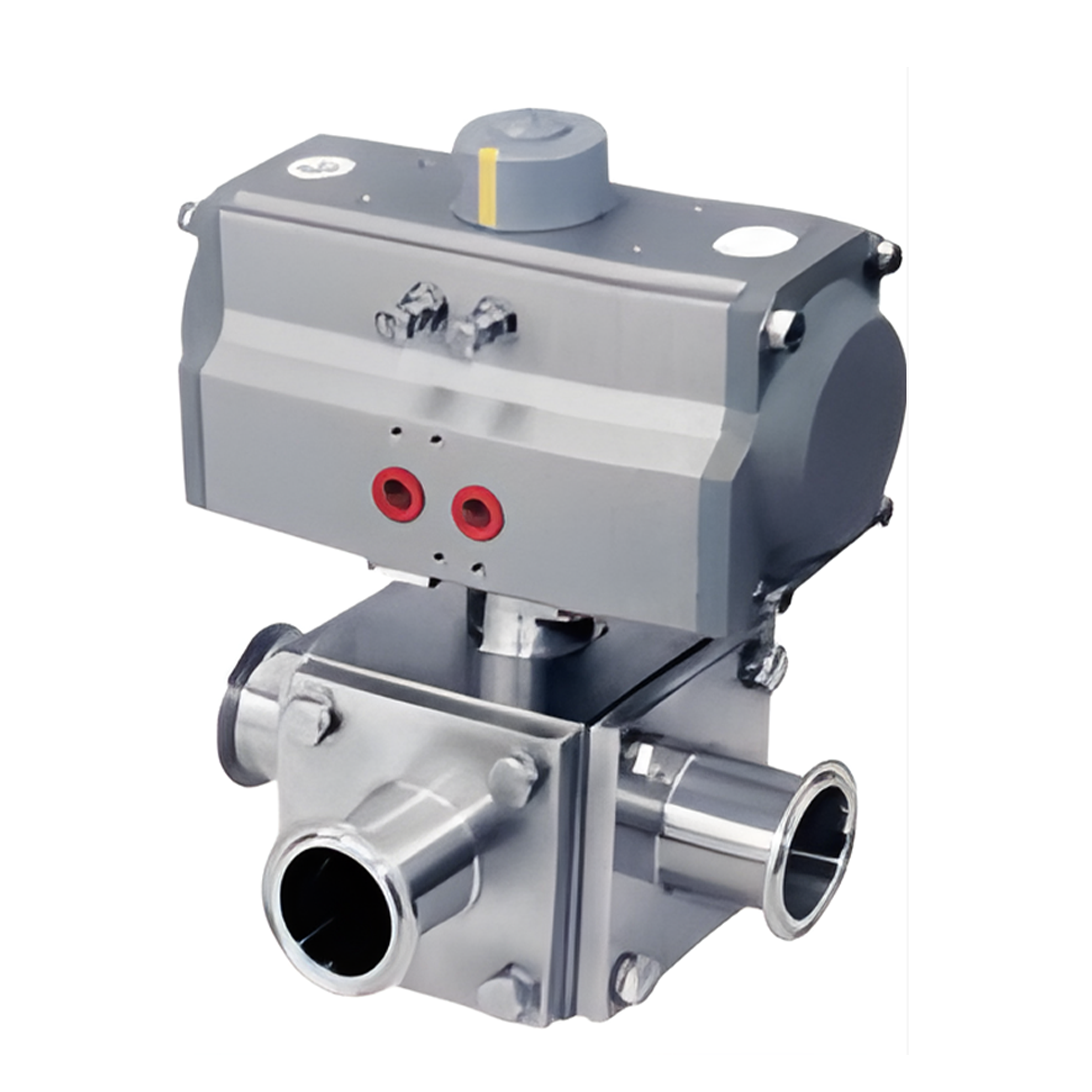
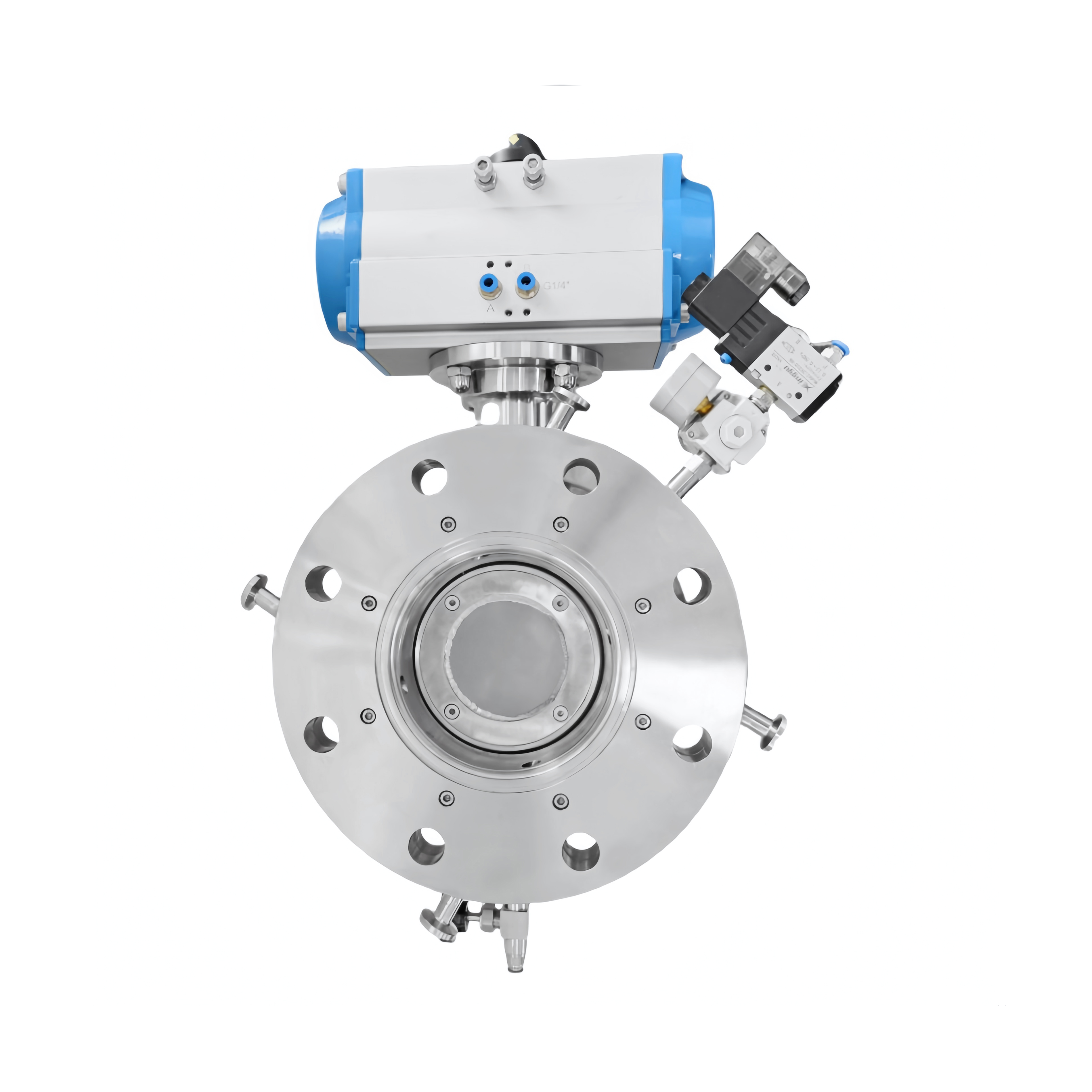
Bagaimana Sistem Inflatable Seal Mencapai Pengandungan Steril - Mekanisme Penyegelan Beraktivasi Tekanan Diterangkan Sistem inflatable seal Inflatable seal systems adalah berdasarkan mekanisme penyegelan yang diaktifkan oleh tekanan dan menggunakan udara bertekanan untuk mengekalkan keadaan steril...
LIHAT LEBIH BANYAK



