



Sisteme de Sigili Inflabile RTP: Îmbunătățirea Performanței Fără Scurgeri în Medii Aseptice
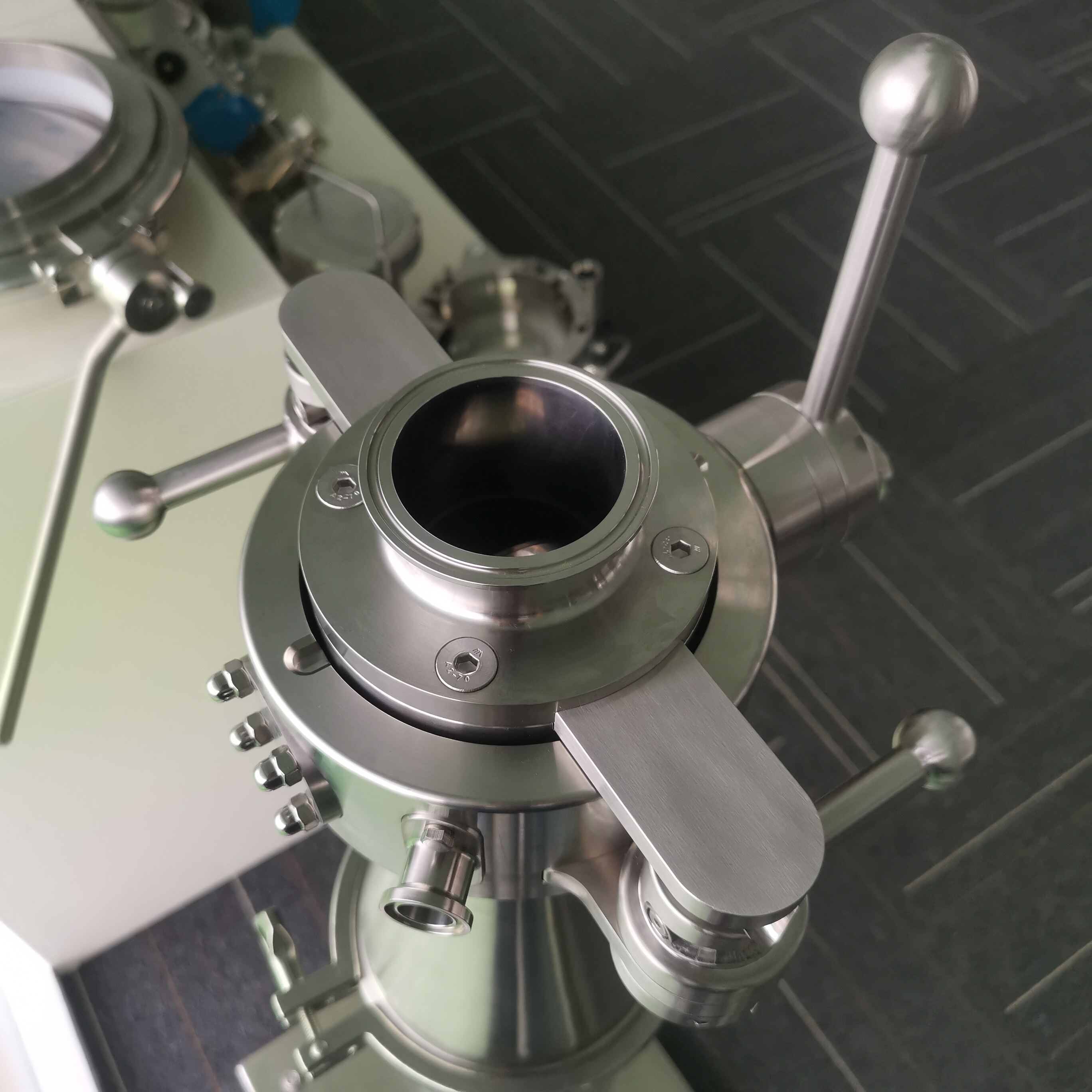
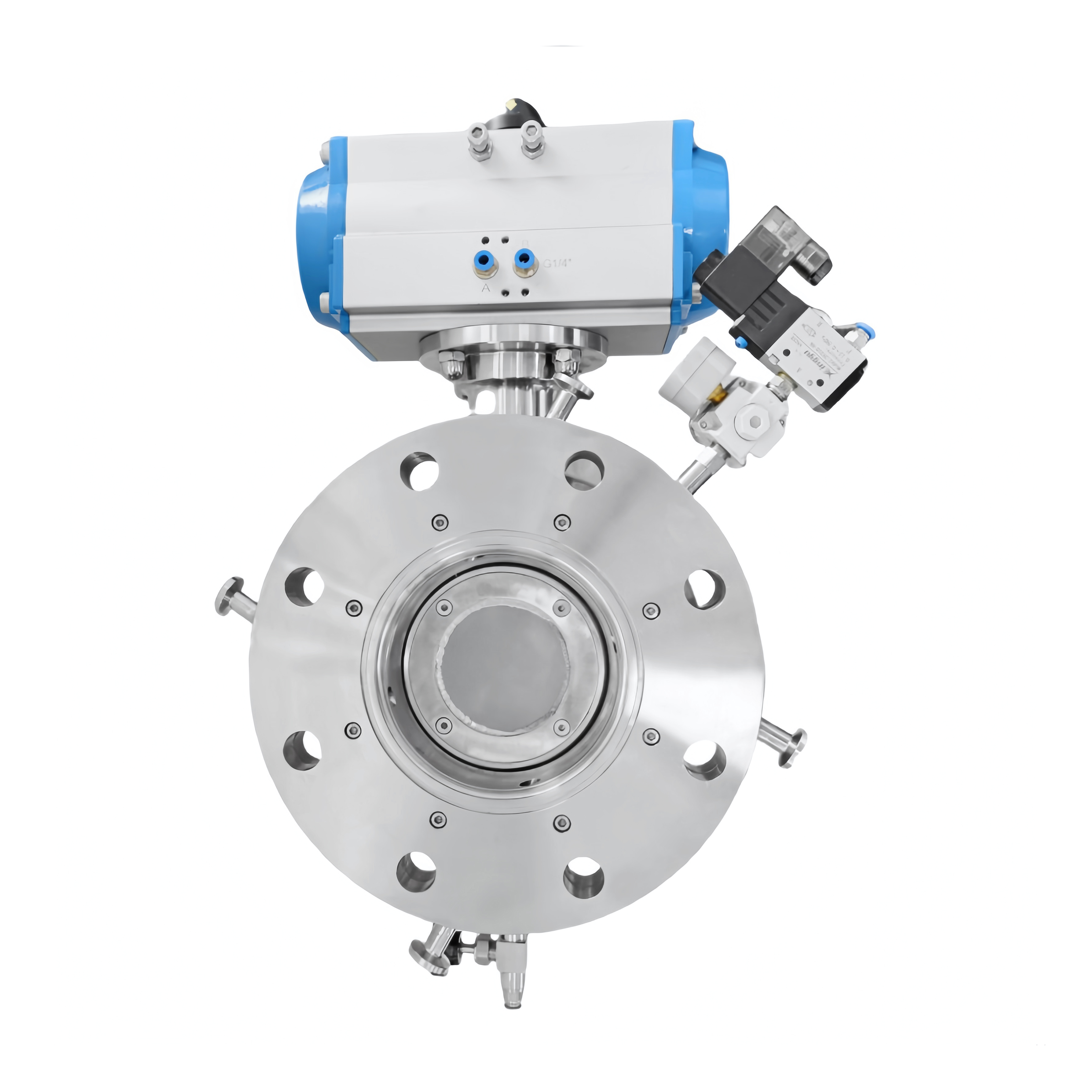
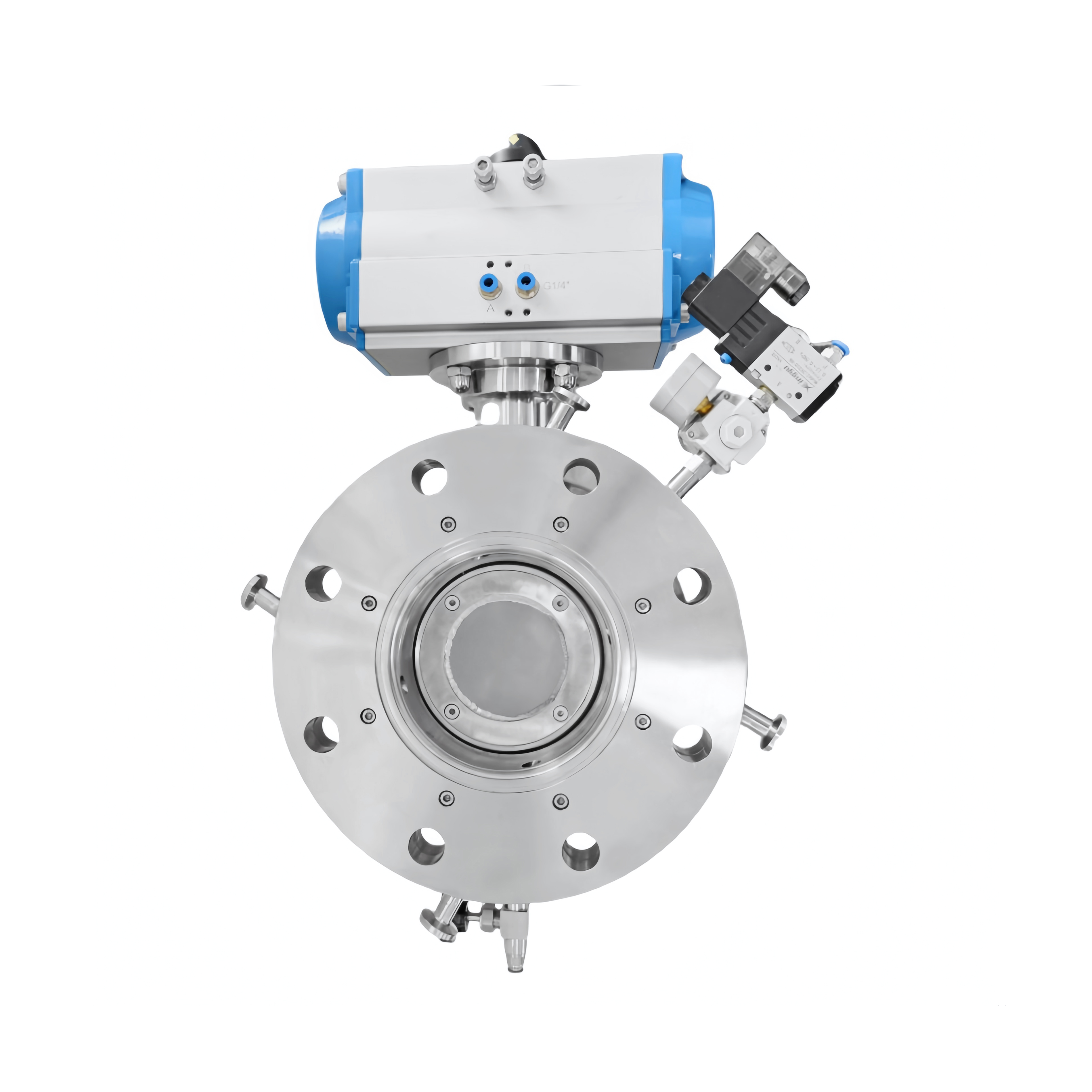
Cum funcționează sistemele RTP cu garnituri inflabile pentru a asigura o contingență sterilă - Mecanismul de etanșare activat hidraulic. Sistem cu garnitură inflabilă. Sistemele cu garnituri inflabile se bazează pe un mecanism de etanșare acționat pneumatic și folosesc aer sub presiune pentru a menține sterile...
VEZI MAI MULT



