
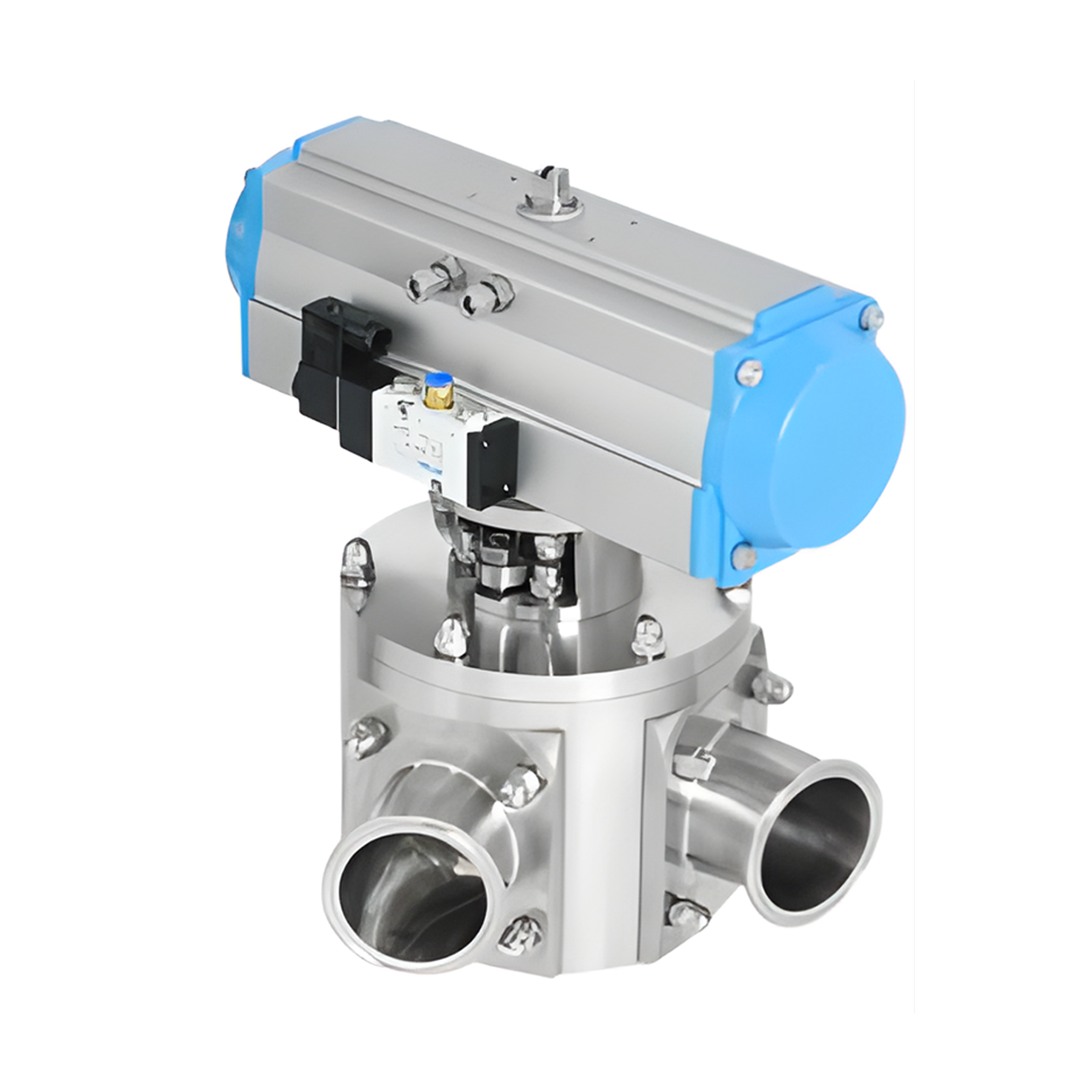



Korrosionsbeständige Membranschalter: Ideal für hochviskose Flüssigkeiten in der Lebensmittelindustrie
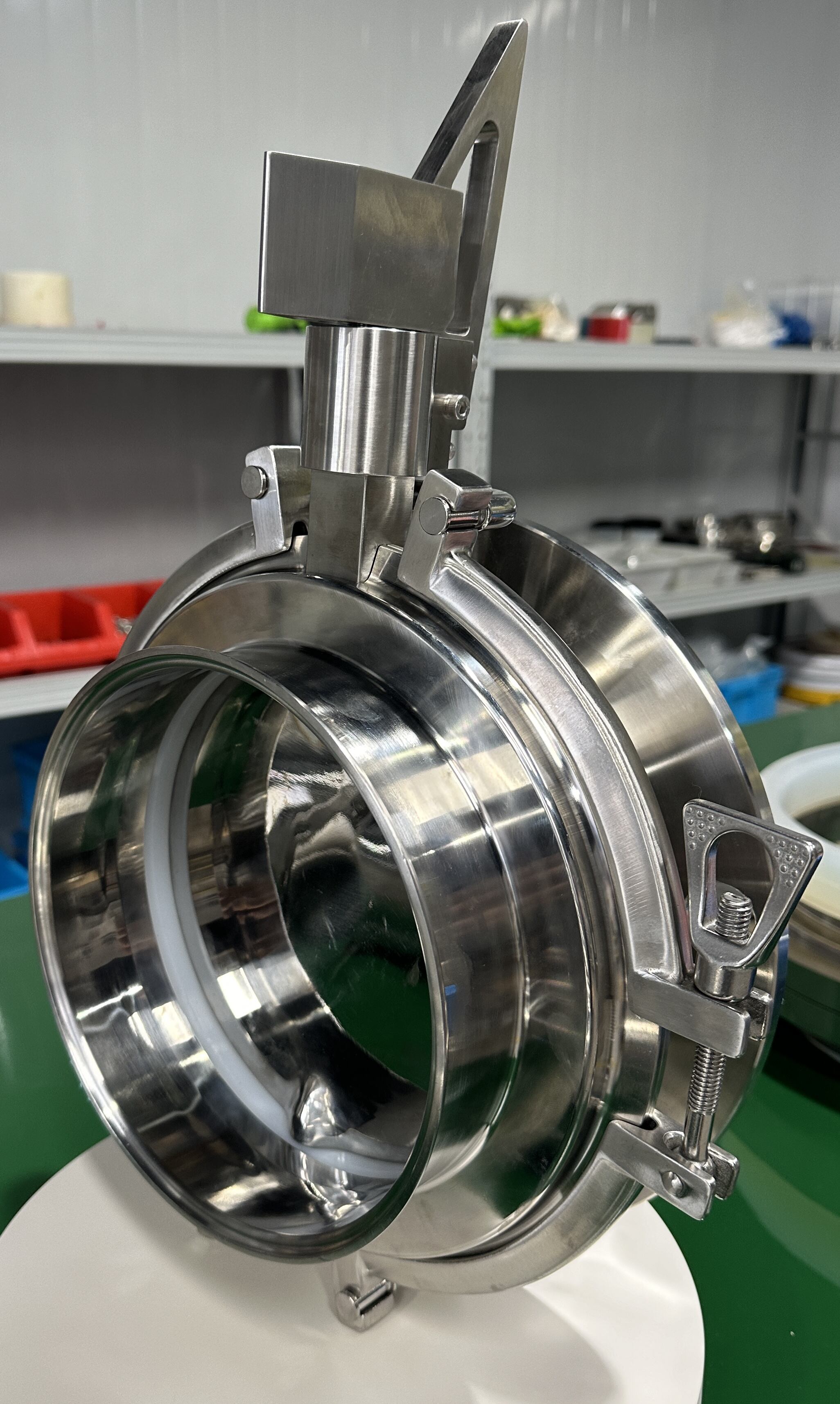
Grundlagen zu korrosionsbeständigen Membranventilen Konstruktionstechnik Hygienische Auslegung in der pharmazeutischen Industrie legt besonderen Wert auf den Einsatz korrosionsbeständiger Membranventile. Diese funktionieren dadurch, dass eine Membran als bewegliches Trennelement ...
Mehr anzeigen



