

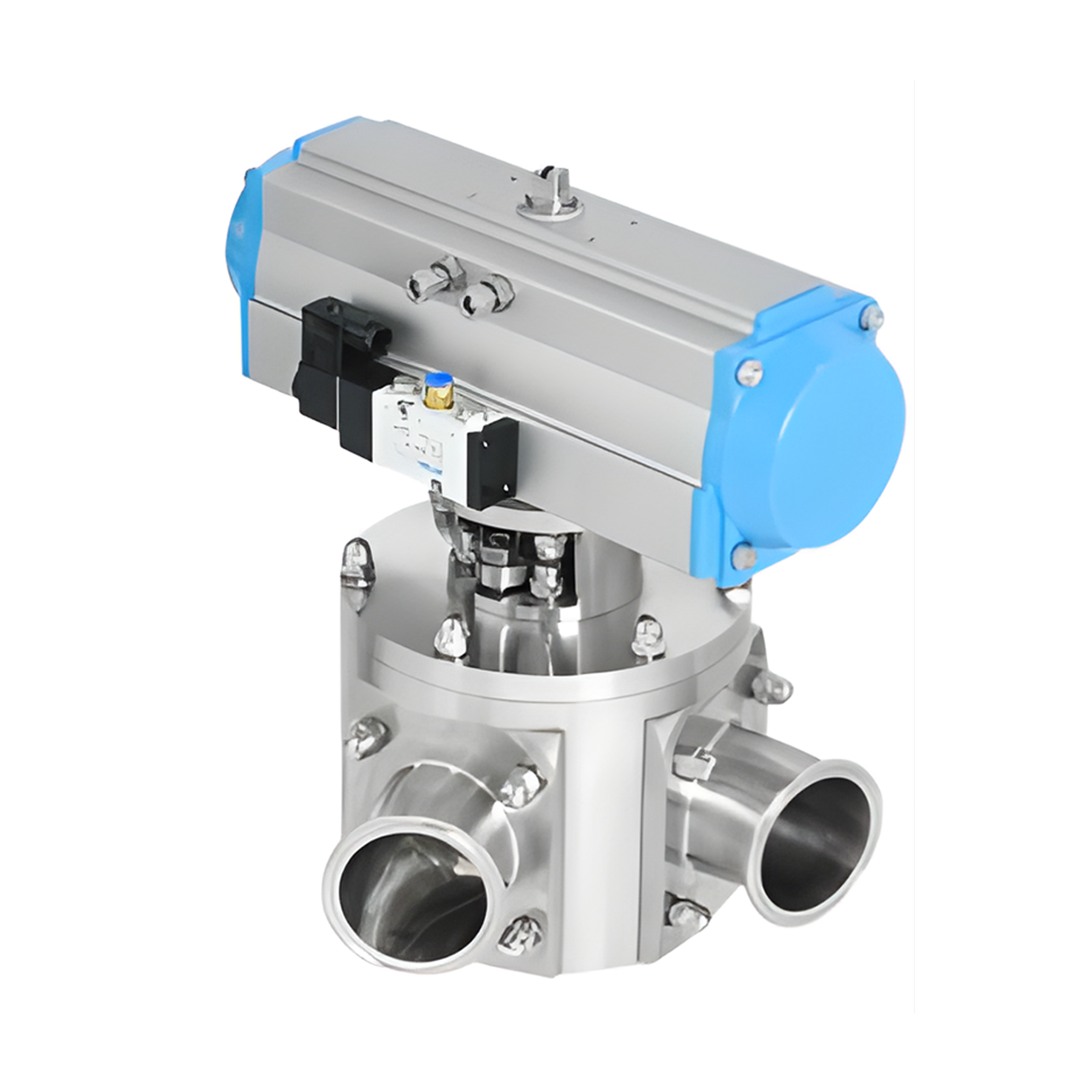
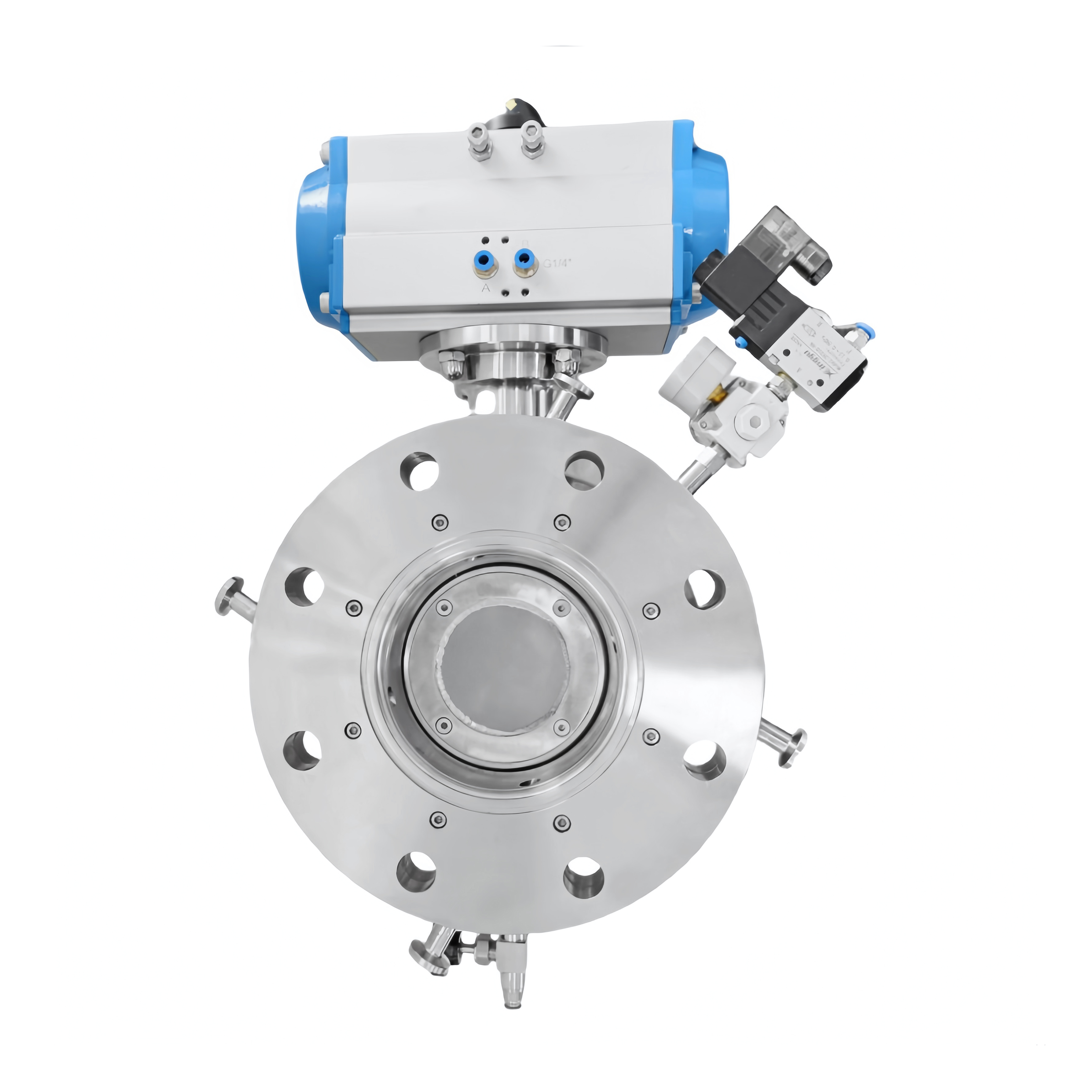


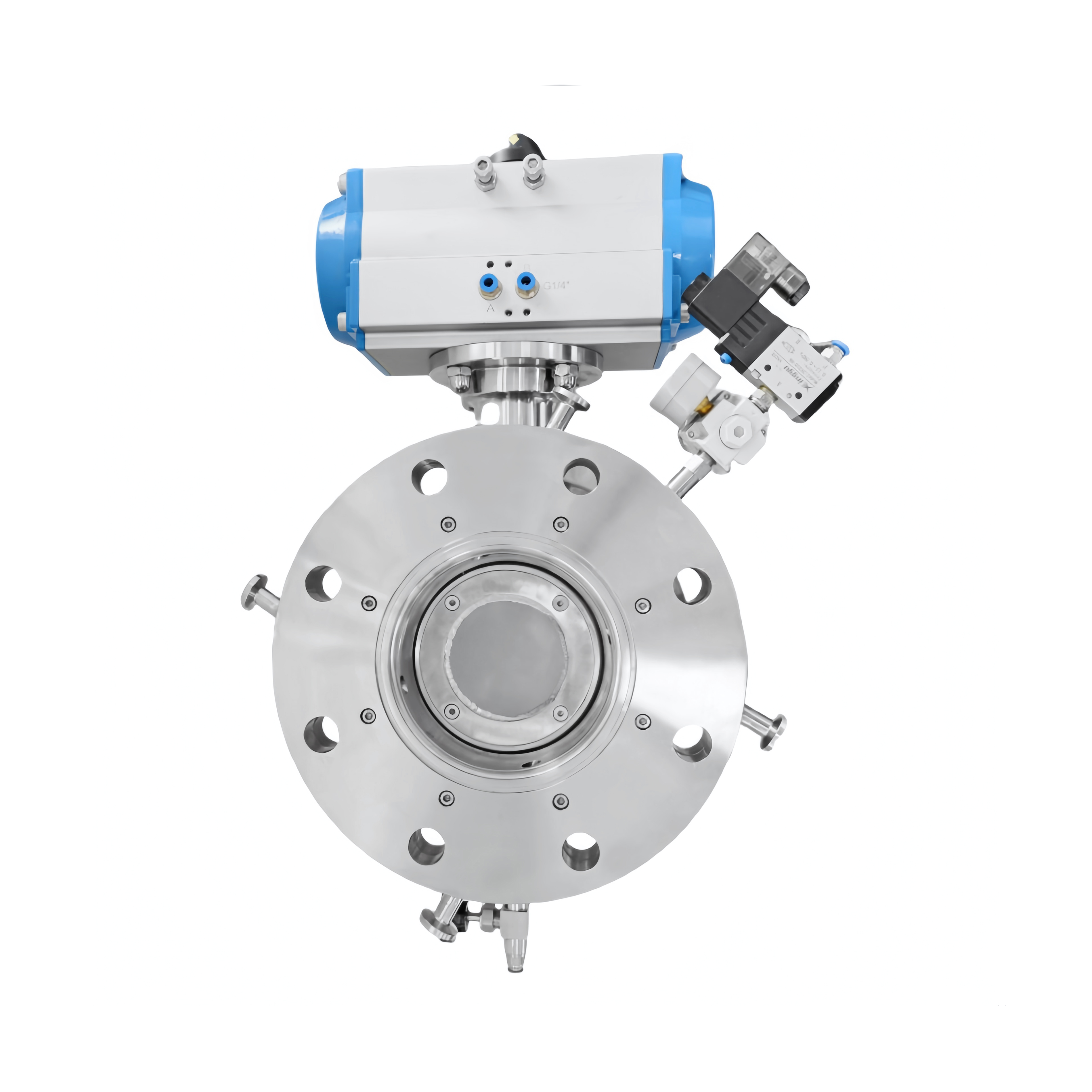
Надувні системи пломбування RTP: Покращення бездоговірної продукції в асептичних середовищах
Як система RTP з надувним ущільненням забезпечує стерильне утримування: Пояснено механізм ущільнення, активація якого здійснюється тиском Надувна система ущільнення Системи надувного ущільнення базуються на механізмі ущільнення, що активується тиском, і використовують стиснене повітря для підтримки стерильності...
Дивитися більше



