

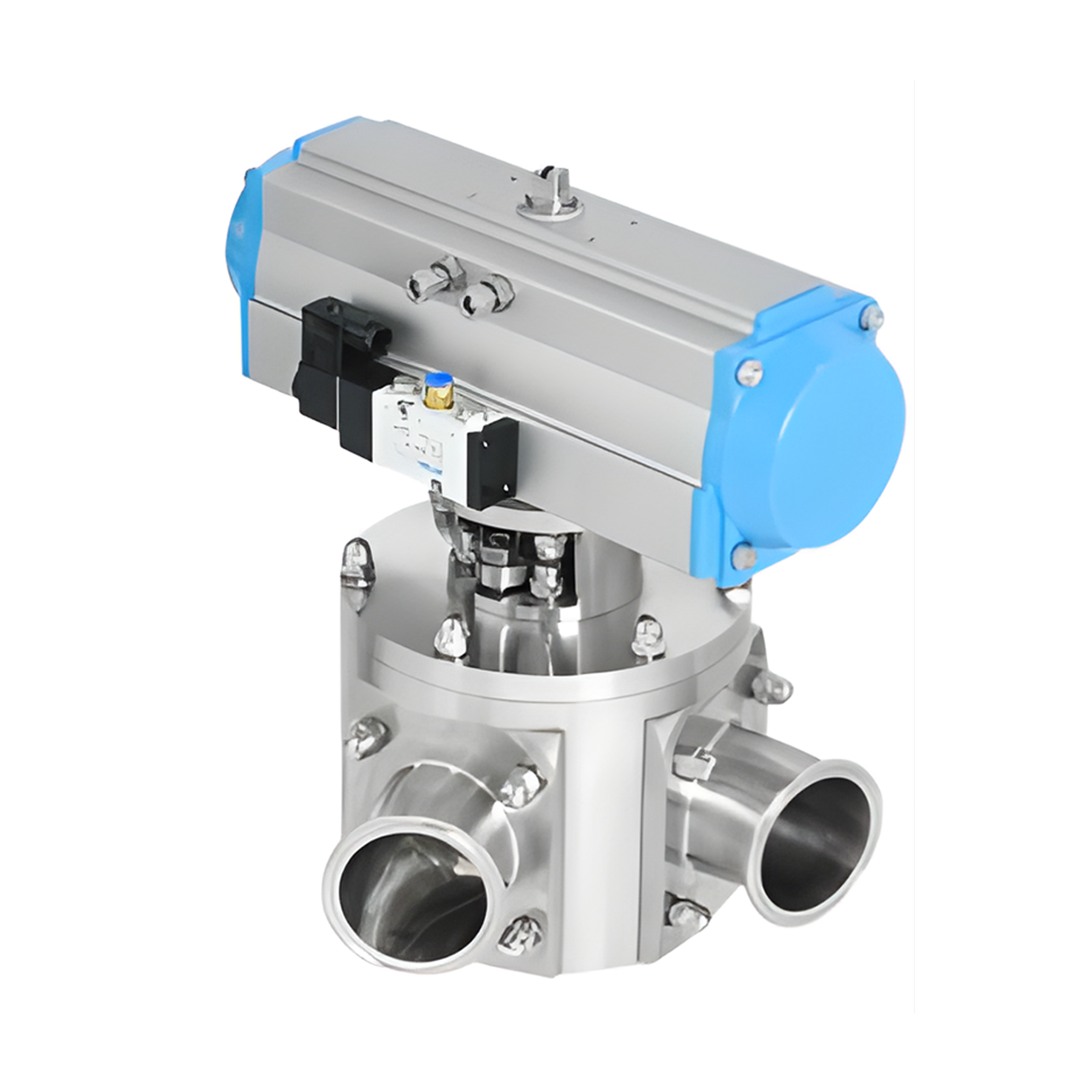
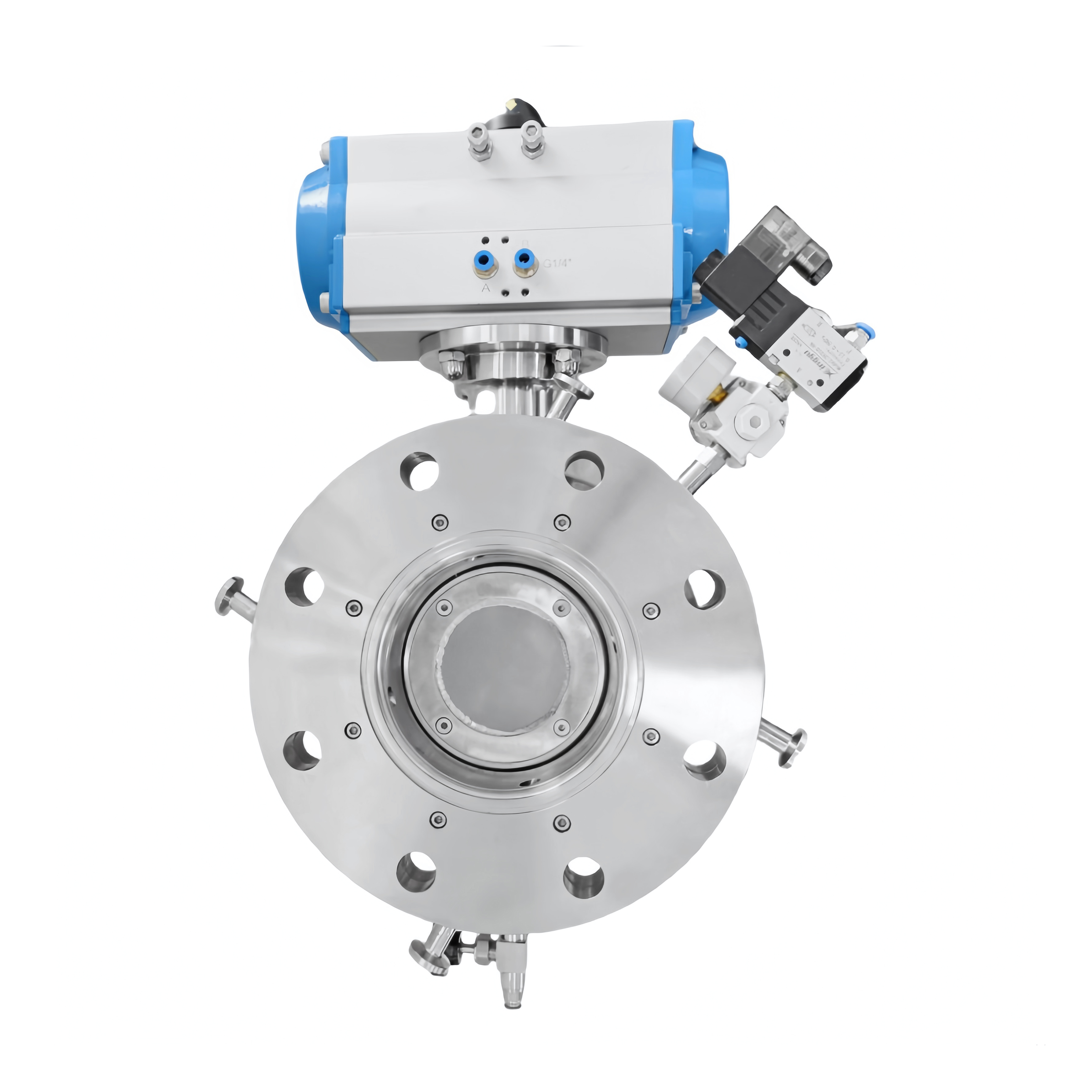


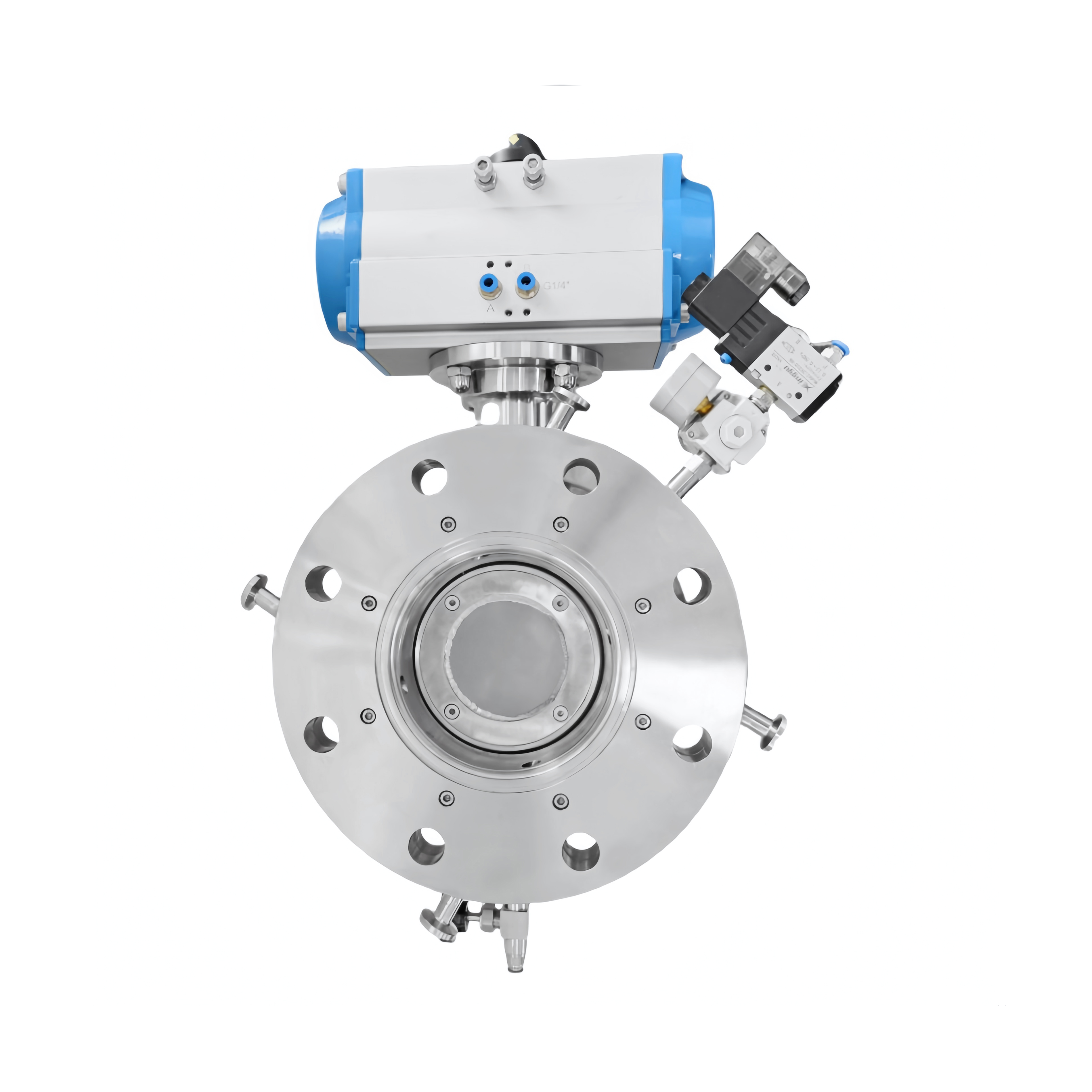
Inflatable Seal RTP Systems: Enhancing Leak-Proof Performance in Aseptic Environments
How Inflatable Seal RTP Systems Achieve Sterile Containment Pressure-Activated Sealing Mechanism Explained Inflatable seal system Inflatable seal systems are based on pressure-actuated seal mechanism and employ pressurized air to keep sterile th...
View More



