AVM: Ihr vertrauenswürdiger Partner für Materialförderungslösungen
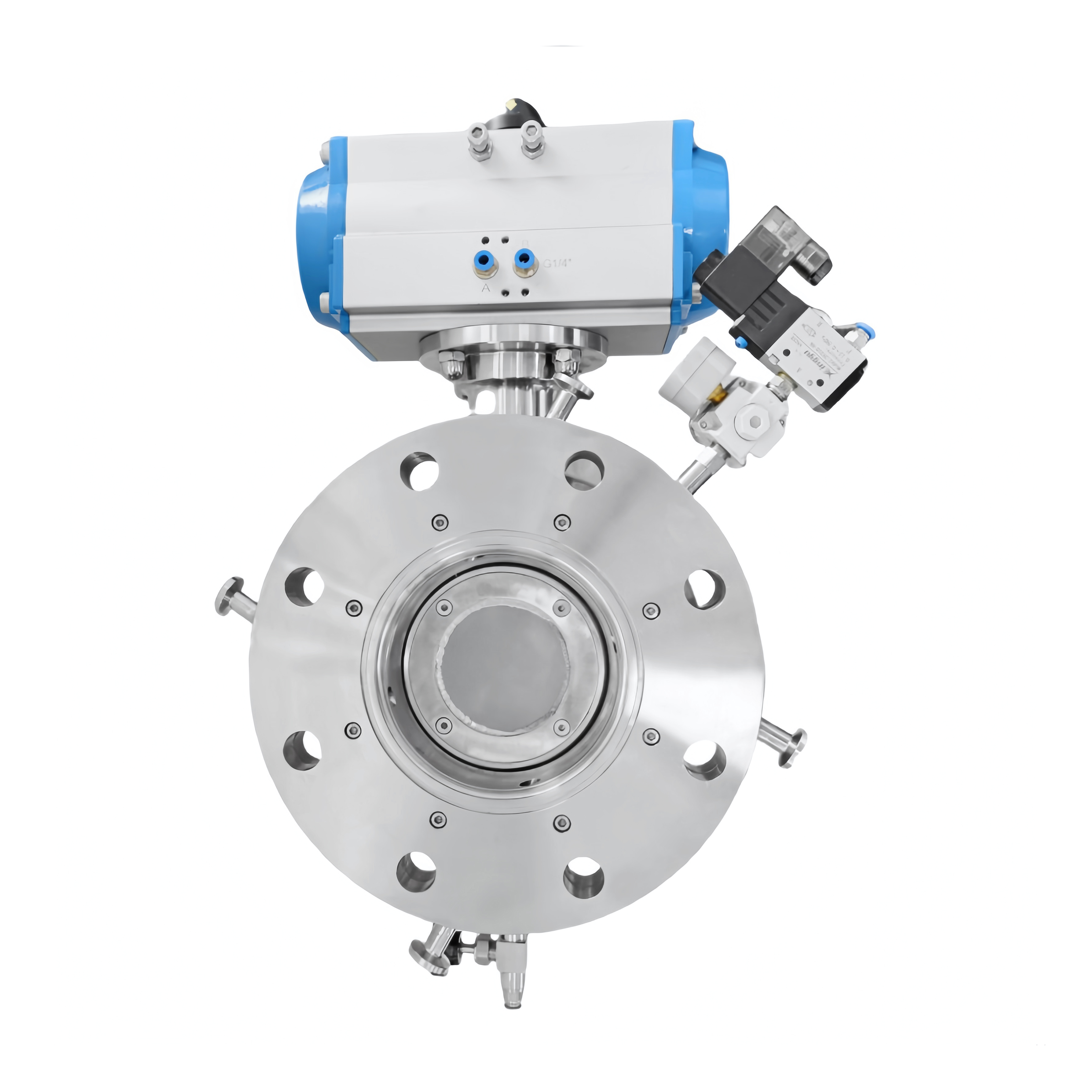
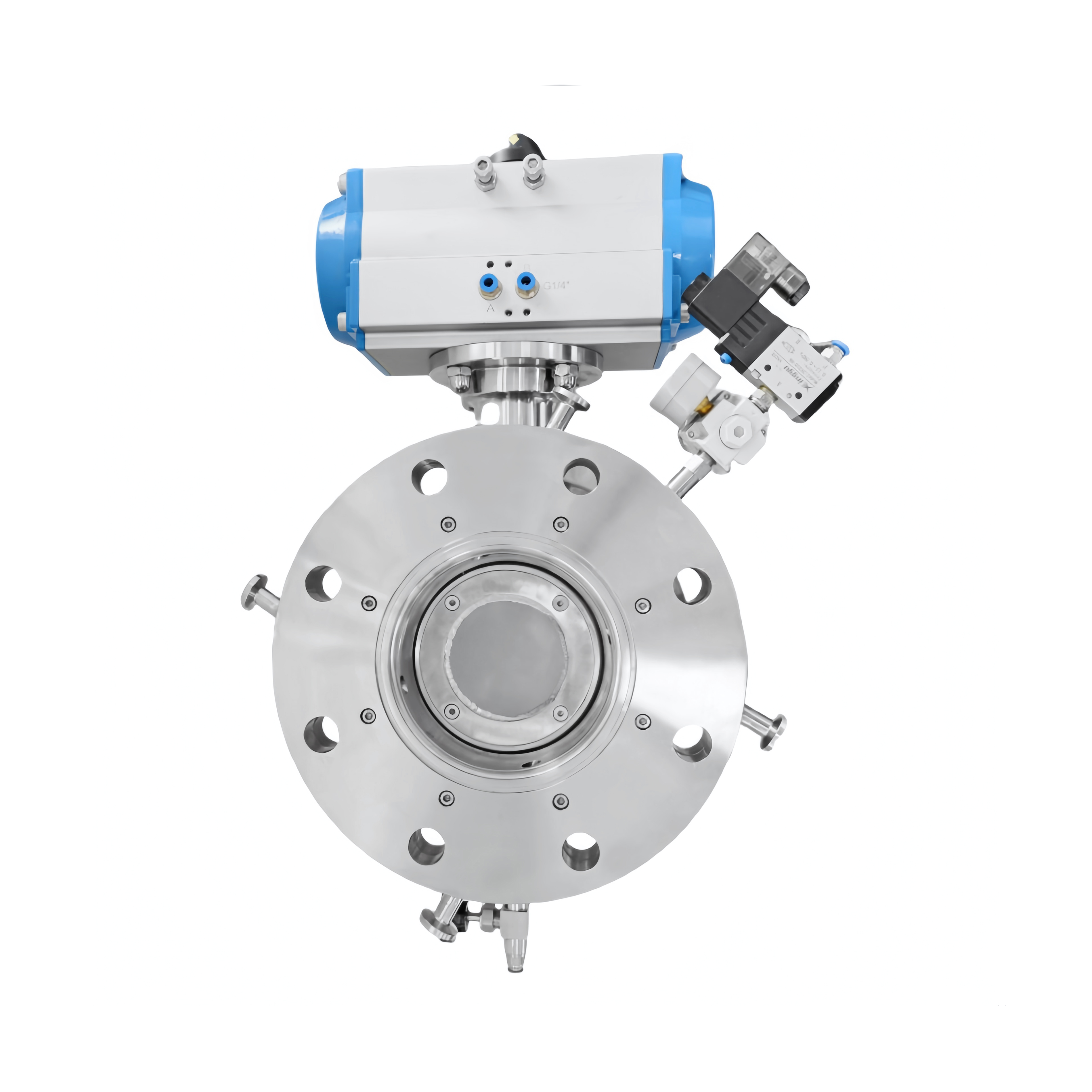
AVM Unrivaled Intelligent Control Equipment Co., Ltd., ein modernes Unternehmen, vereint Design, Produktion, Vertrieb und Service. Spezialisiert auf sterilen, toxischen und gefährlichen Stoffen Förderlösungen umfasst unser Produktportfolio Pulverventile, SBV, RTP-Ventile, Kuppelventile und mehr. Im Einsatz in den Bereichen Pharma, Lebensmittel, Milchprodukte, Chemie und anderen Industrien erfüllen diese Produkte DIN-, SMS-, 3A-, ISO- und andere internationale Standards sowie GMP- und FDA-Vorschriften. Mit ISO 9001- und 3A-Hygienezertifikaten sowie fortschrittlicher CNC-Ausrüstung wie japanischen Mazak und hochpräzisen Wälzlagern aus Südkorea gewährleisten wir erstklassige Qualität. Engagiert in "Qualität für die Entwicklung, Vertrauen als Leben", strebt AVM an, Ihr zuverlässiger langfristiger Partner für eine gesündere Zukunft zu sein.
Angebot anfordern