Sanitary Butterfly Valves for Safe Fluid Control in the Food and Beverage Industry
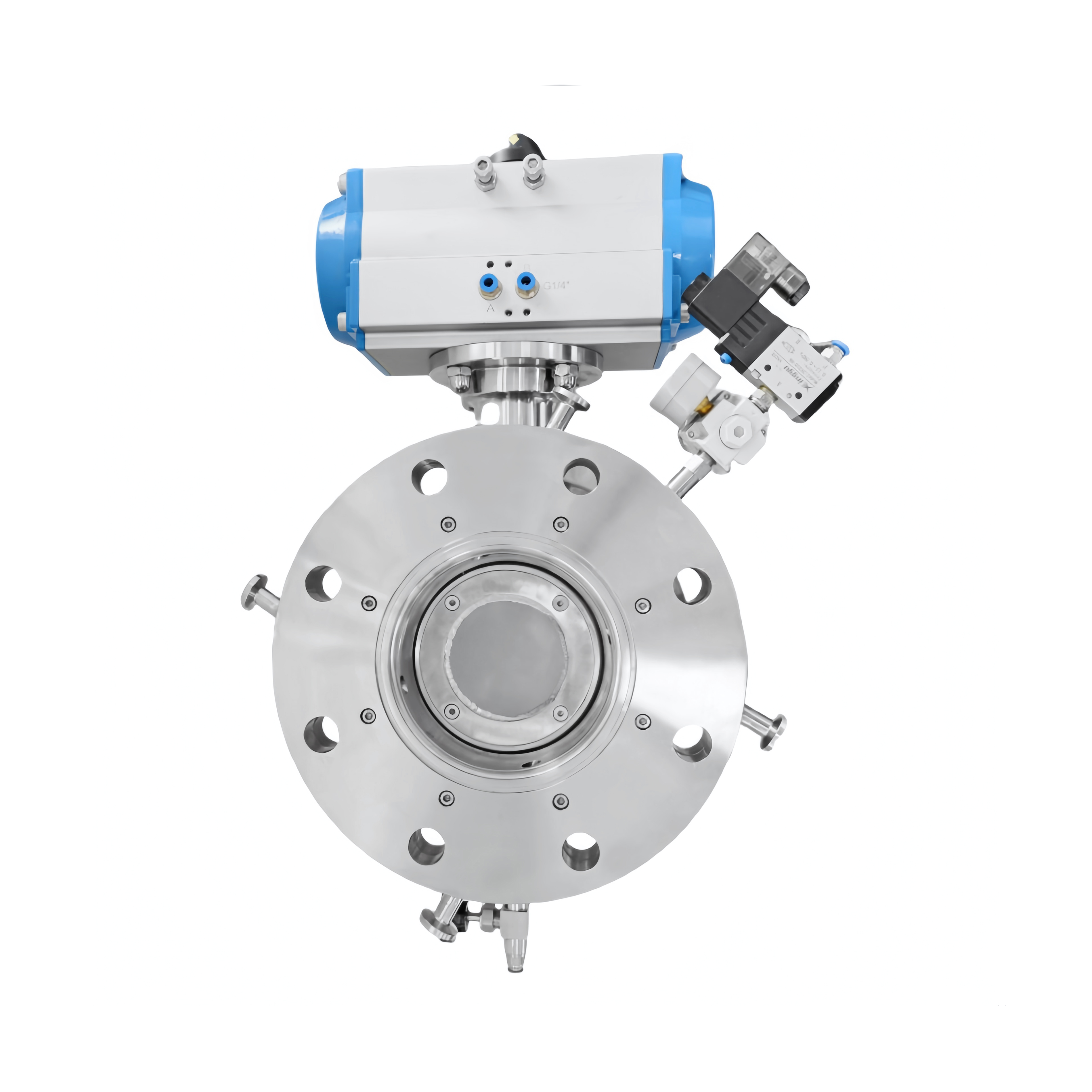
Sanitary Butterfly Valves are designed for use in environments that require the highest hygiene standards, such as the food and beverage, dairy, and pharmaceutical industries. These valves are made from high-quality stainless steel and feature a smooth, polished surface that prevents bacteria buildup, ensuring that no contaminants remain in the system. The valve’s compact design allows it to be used in confined spaces, while its simple operation ensures reliable control over the flow of liquids and gases. Sanitary Butterfly Valves are vital for preventing contamination in fluid systems, making them essential for maintaining product quality and meeting strict regulatory standards.
Get A Quote