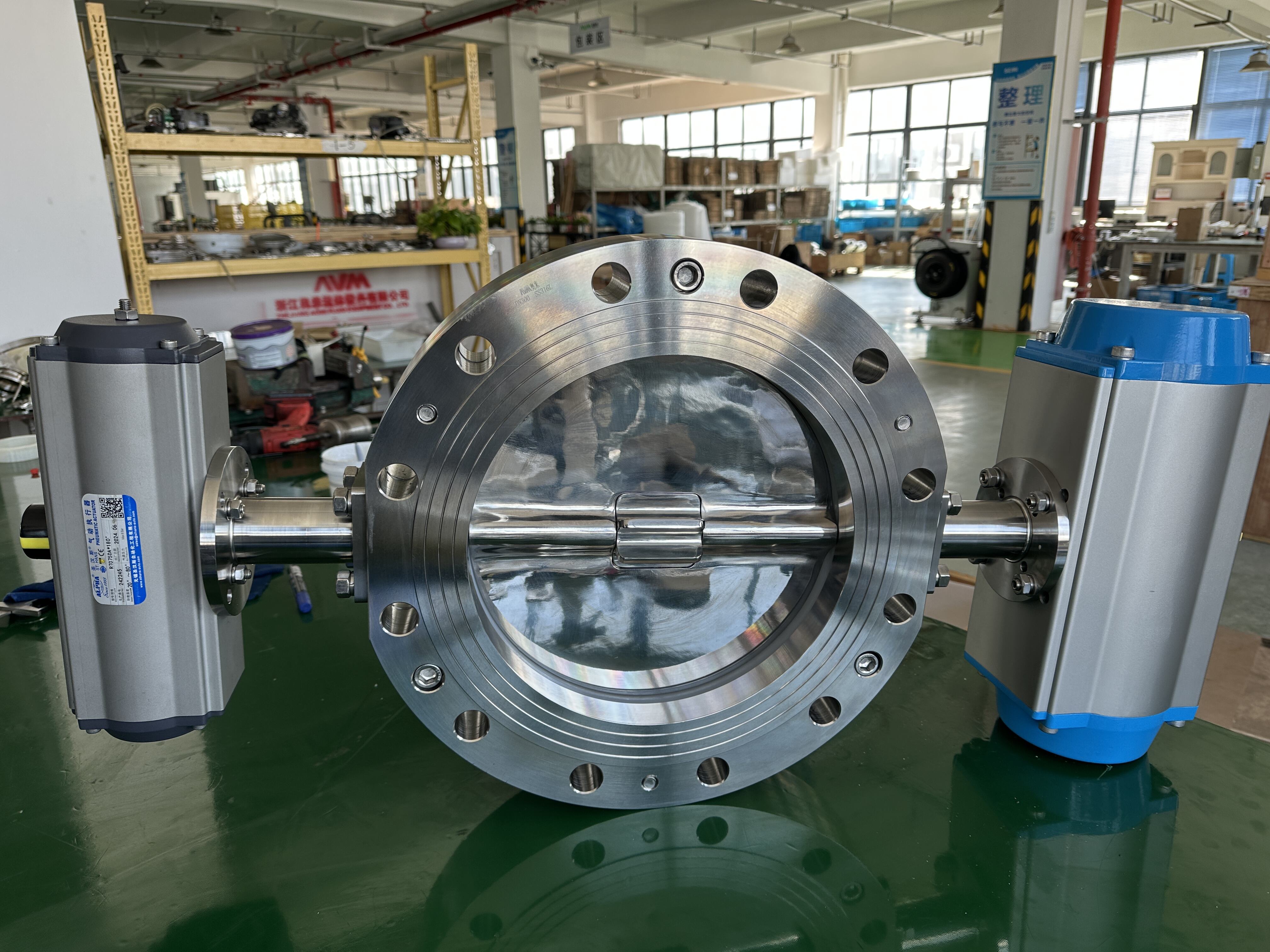
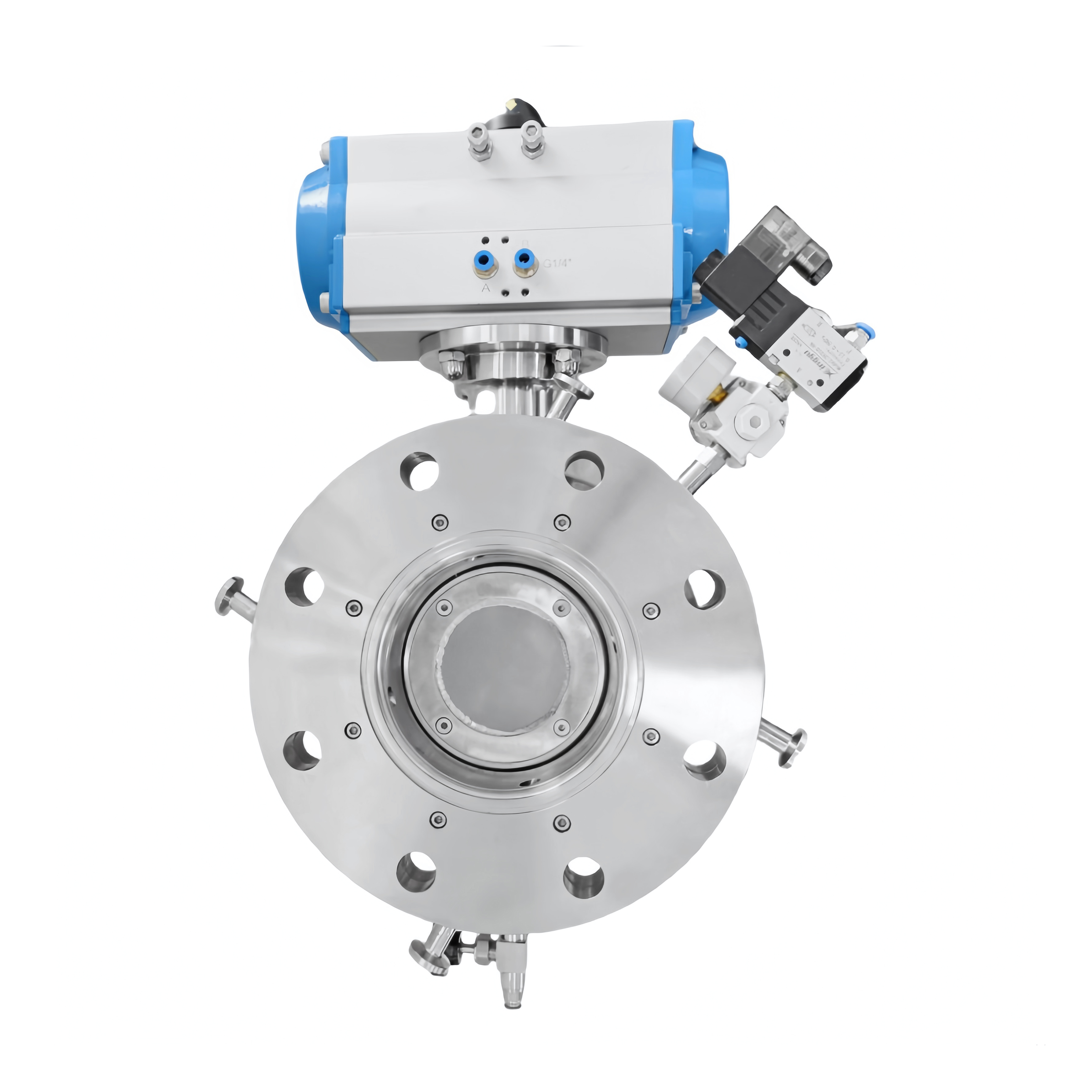
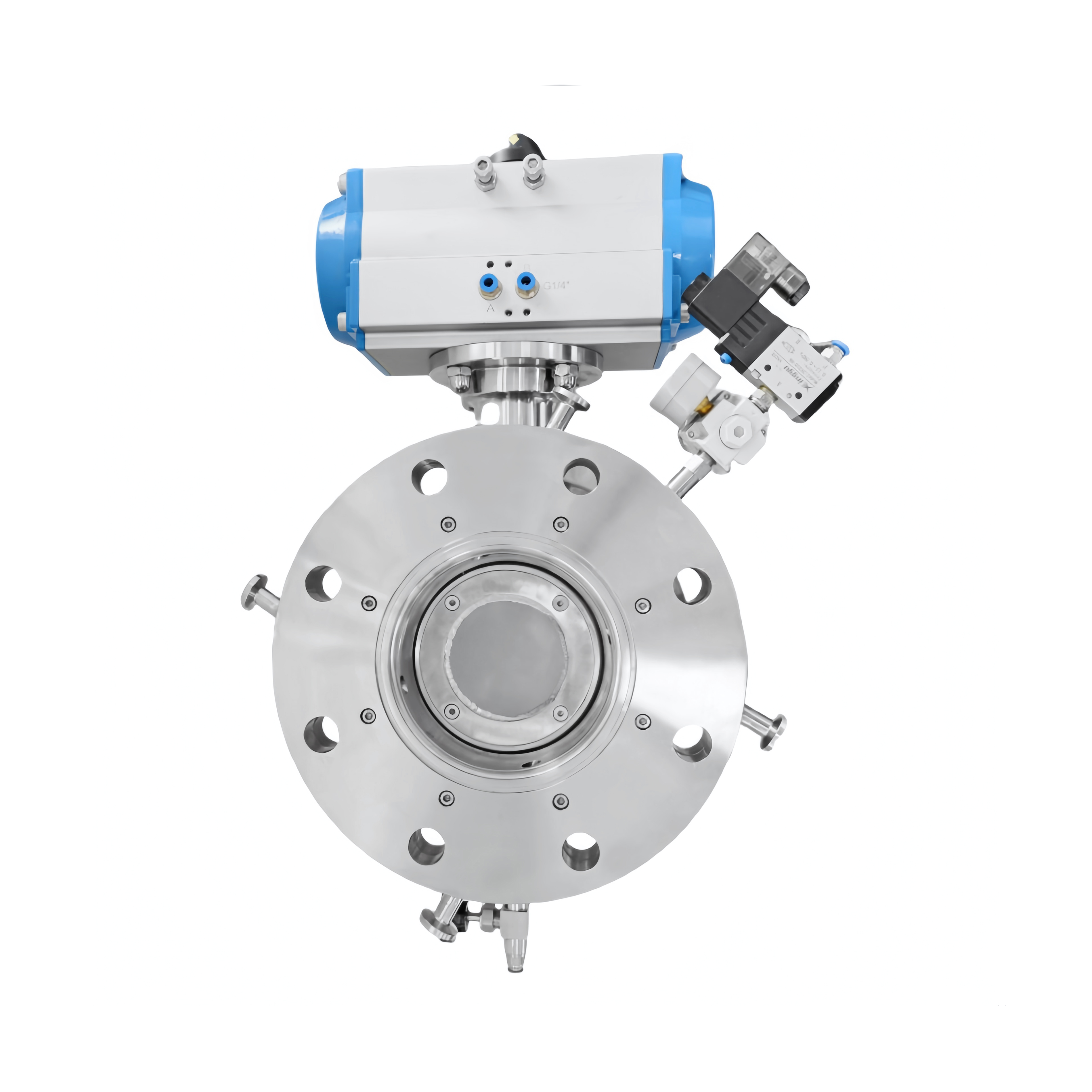
Advanced Powder Valves for Accurate Control and Flow of Powdered Materials
Powder Valves are specialized devices designed to regulate the flow of powders and granular materials in various industries. By utilizing dry gases like air, nitrogen, or argon, they reduce the friction between powder particles, which helps prevent clogging and eliminates the need for excessive lubricants. Unlike traditional valve types, Powder Valves have no moving parts, which increases their durability and reduces maintenance. Available in various sizes, they can handle small amounts of material for precision dosing or larger flows for industrial-scale operations. These valves are equipped with pulse dosing and weighing feedback mechanisms to ensure precise and consistent material flow control, making them an ideal choice for industries dealing with pharmaceuticals, food processing, and chemicals. Their versatility and efficiency have set a new standard for powder handling.
Get A Quote