

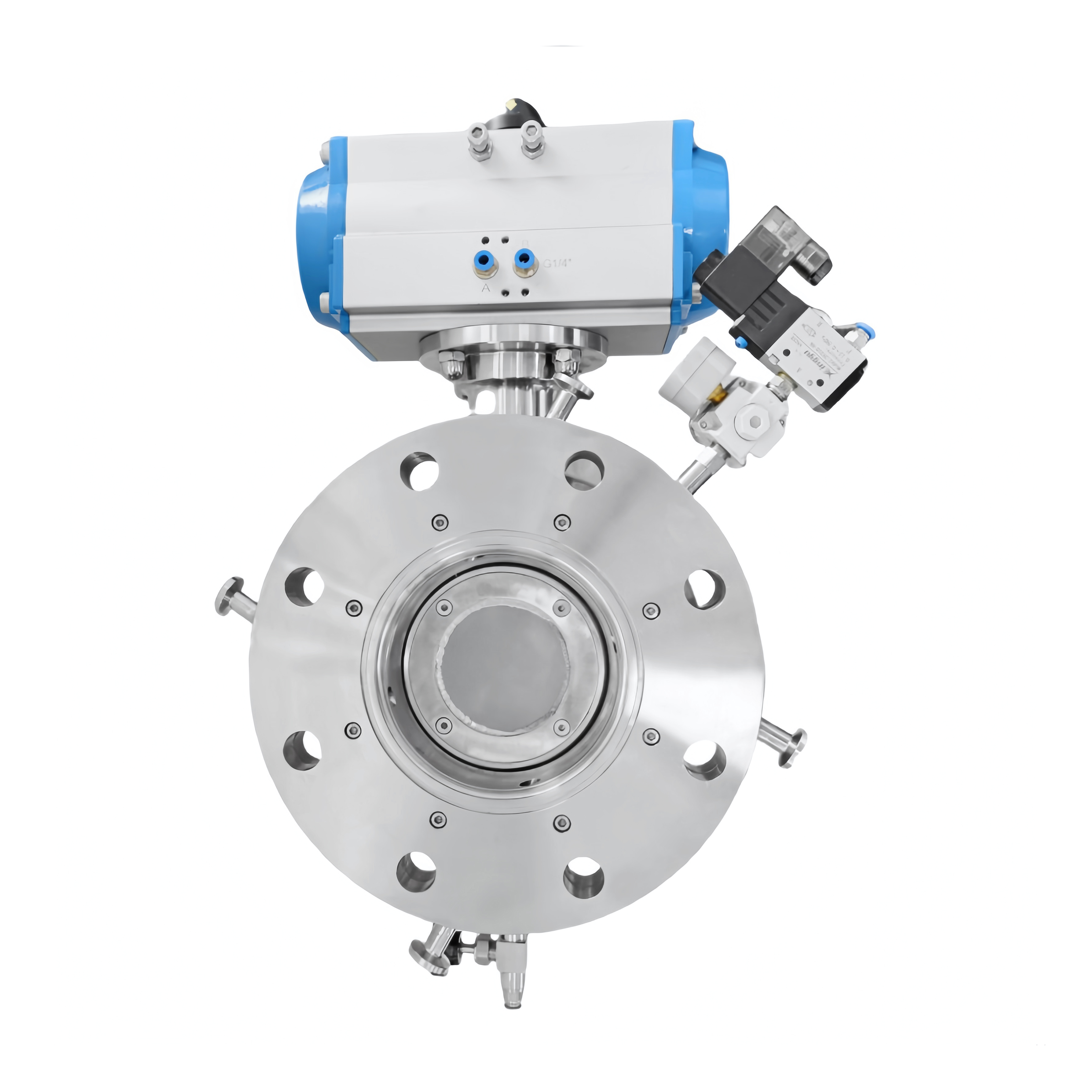




Corrosion-Resistant Diaphragm Valves: Ideal for High-Viscosity Fluids in Food Industry
Understanding Corrosion-Resistant Diaphragm Valve Mechanics Hygienic design in the pharmaceutical industries places particular emphasis on the use of corrosion-resistant diaphragm valves. They work by using a diaphragm as the movable barrier ...
View More



