Rotary Valves for Consistent Metering and Material Control in Bulk Handling Processes
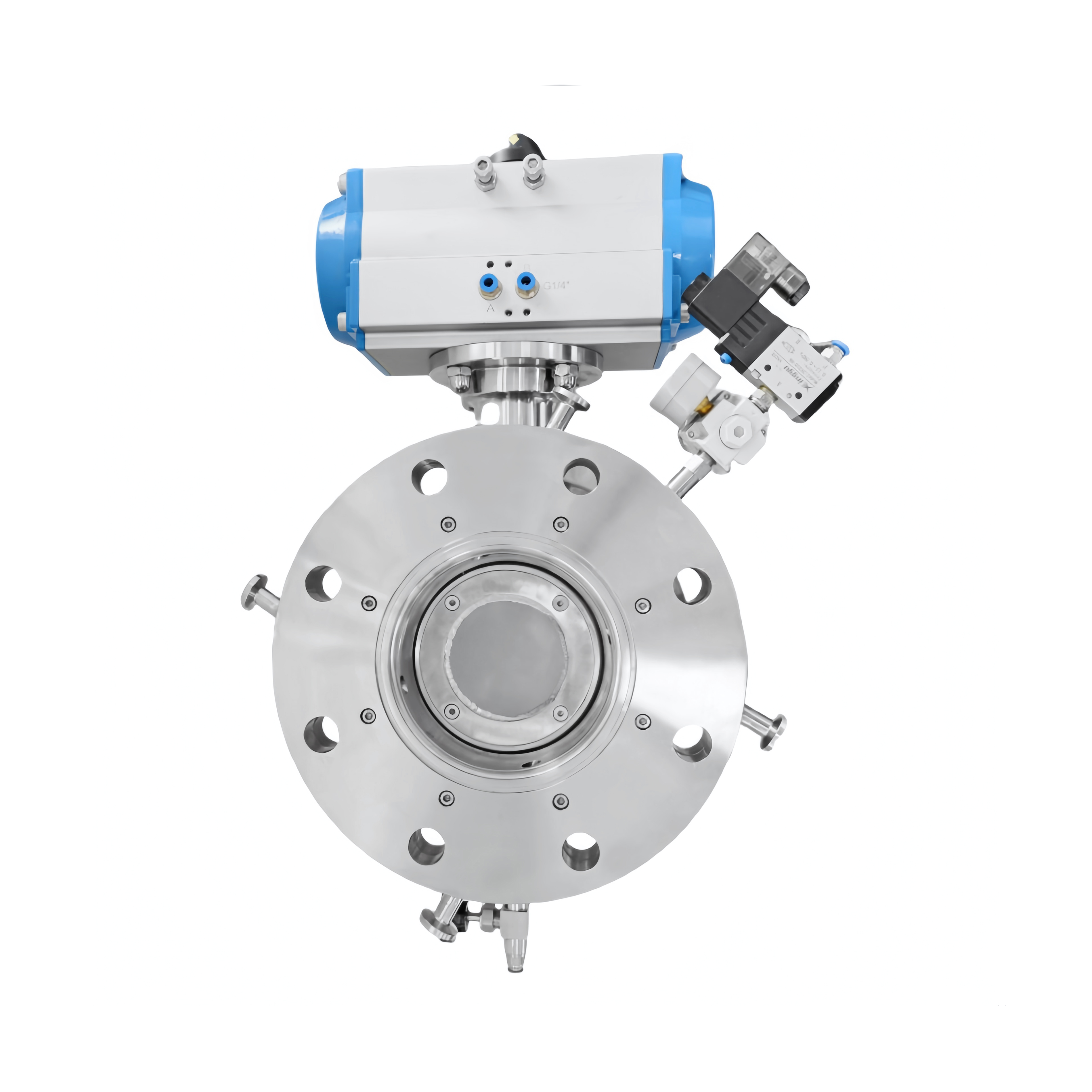
Rotary Valves are essential in applications that require accurate metering and material flow control, particularly in bulk material handling. These valves use a rotating mechanism to regulate the flow of powders, granules, and other bulk materials, ensuring precise distribution for blending, dosing, or transport. They are widely used in industries such as food production, pharmaceuticals, and chemicals. Rotary Valves can handle a variety of materials, including abrasive and corrosive substances, making them versatile for many applications. Their ability to maintain consistent flow while minimizing dust and material waste is crucial for optimizing operational efficiency.
Get A Quote