

위생 장비 제조 분야에서 스테인리스강 부품의 내부 표면 조도(Ra 값)는 세정성, 미생물 제어 및 제품 순도를 좌우하는 가장 중요한 파라미터입니다. Ra 값이 낮을수록 표면이 매끄러워지고, 세균 부착이 줄어들며, CIP(세정-소독) 성능이 향상됩니다. 표면 마감 요구사항을 정확히 명세하고, 이러한 요구사항을 일관되게 충족시킬 수 있는 제조업체와 협력하는 것은 제약, 바이오기술, 식품 가공 분야 프로젝트의 성공을 위한 근본적인 요소입니다.
Ra(산술 평균 조도)는 표면 미세 돌기 및 홈의 높이를 중심선을 기준으로 산출한 평균값을 나타냅니다. 실용적인 관점에서, Ra = 0.8 µm은 표면 불규칙성의 평균 크기가 0.8 마이크로미터임을 의미합니다. ASME BPE(바이오프로세싱 장비)는 위생적 마감 품질을 여러 등급으로 분류합니다: SF-1(Ra ≤ 0.51 µm, 기계 연마); SF-4(Ra ≤ 0.38 µm, 전해 연마); SF-6(Ra ≤ 0.25 µm, 전해 연마) — 제약용 WFI 시스템은 일반적으로 SF-4 이상의 마감 품질을 요구합니다.
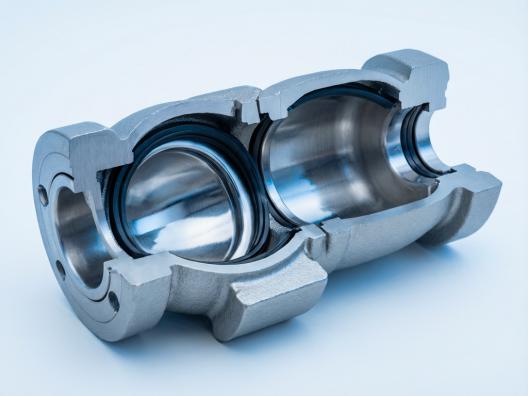
AVM은 자사 제품 전반에 걸쳐 엄격한 표면 마감 품질 관리를 시행하고 있습니다. 회사의 분할형 버터플라이 밸브 및 RTP 시스템의 경우, 유체 접촉 면은 Ra < 0.4 µm, 비유체 접촉 면은 Ra < 0.8 µm 수준으로 마감됩니다. 이 사양은 제약업계 cGMP, ASME BPE SF-4 및 3-A 위생 표준의 요구사항을 충족하거나 초과합니다.
두 가지 주요 마감 공정이 사용된다: 기계 연마(점진적인 연마재 입자 크기를 통해 Ra 0.4–0.8 µm 달성)와 전해 연마(EP — Ra 0.2–0.4 µm 달성 가능하며, 동시에 부식 저항성을 향상시키고 미생물 부착을 추가로 억제하는 크롬 함량이 높은 불활성층을 형성함).
표면 마감 방식의 선택은 적용 분야에 따라 결정되어야 한다: 유제품 시스템의 경우 일반적으로 3-A 표준에 따라 Ra ≤ 0.8 µm이 요구되며, 제약 산업의 무균 공정 구역에서는 일반적으로 Ra ≤ 0.4 µm(ASME BPE SF-4)이 요구된다. 주사제 의약품 생산 시스템의 경우 Ra ≤ 0.25 µm과 전해 연마를 필수로 규정할 수 있다. 표면 마감 사양을 과도하게 높게 설정하면 위생적 이점에 비례하지 않는 제조 비용 증가를 초래하므로, 합리적인 접근법은 ASME BPE 위험 분류에 따라 시설을 구역화하고 각 구역에 적절한 마감 등급을 할당하는 것이다.
AVM사는 마작(Mazak) 사의 다축 CNC 가공 센터 및 한국산 고정밀 장비에 투자하였으며, 이와 더불어 전용 연마 및 계측 역량을 갖추고 있어 Ra 0.8 µm에서 Ra 0.25 µm까지 안정적인 표면 마감 품질을 구현합니다. 모든 생산 로트는 인증된 표면 조도 검사 보고서와 함께 출하되어, 고객사의 검증 문서 요구사항을 지원합니다. 검증된 계측 인프라와 ISO 9001 인증을 획득한 공정 관리 체계를 갖춘 제조업체를 선정하는 것은 표면 품질 일관성을 확보하기 위한 근본적인 보장입니다.