

Trong sản xuất thiết bị vệ sinh, độ nhám bề mặt (giá trị Ra) của các chi tiết làm bằng thép không gỉ ở phần bên trong là thông số quan trọng nhất ảnh hưởng đến khả năng làm sạch, kiểm soát vi sinh vật và độ tinh khiết của sản phẩm. Giá trị Ra càng thấp, bề mặt càng mịn, khả năng bám dính vi khuẩn càng giảm và hiệu quả của quá trình làm sạch tại chỗ (CIP) càng cao. Việc quy định đúng yêu cầu về độ nhẵn bề mặt — đồng thời hợp tác với nhà sản xuất có khả năng đạt được các thông số này một cách ổn định — là yếu tố nền tảng đối với sự thành công của các dự án dược phẩm, công nghệ sinh học và chế biến thực phẩm.
Ra (độ nhám trung bình số học) định lượng chiều cao trung bình của các gợn vi mô và rãnh vi mô trên bề mặt so với đường tâm. Về mặt thực tiễn, Ra = 0,8 µm cho biết độ không đều trung bình của bề mặt là 0,8 micromet. Tiêu chuẩn ASME BPE (Thiết bị xử lý sinh học) phân loại các lớp hoàn thiện vệ sinh thành nhiều cấp: SF-1 (Ra ≤ 0,51 µm, đánh bóng cơ học); SF-4 (Ra ≤ 0,38 µm, điện phân bóng); và SF-6 (Ra ≤ 0,25 µm, điện phân bóng) — trong đó các hệ thống nước tiệt trùng (WFI) dược phẩm thường yêu cầu cấp SF-4 hoặc cao hơn.
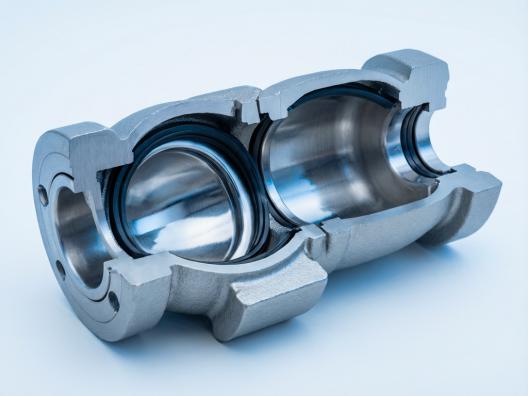
AVM duy trì kiểm soát nghiêm ngặt về độ hoàn thiện bề mặt trên toàn bộ danh mục sản phẩm của mình. Đối với van bướm chia đôi và hệ thống RTP của công ty, các bề mặt tiếp xúc với môi chất được hoàn thiện đạt Ra < 0,4 µm; các bề mặt không tiếp xúc với môi chất đạt Ra < 0,8 µm. Thông số kỹ thuật này đáp ứng hoặc vượt quá các yêu cầu của tiêu chuẩn dược phẩm cGMP, tiêu chuẩn ASME BPE cấp SF-4 và tiêu chuẩn Vệ sinh 3-A.
Hai quy trình hoàn thiện chính được sử dụng: đánh bóng cơ học (đạt độ nhám bề mặt Ra 0,4–0,8 µm thông qua các hạt mài có độ thô tăng dần) và điện phân đánh bóng (EP — đạt được độ nhám bề mặt Ra 0,2–0,4 µm đồng thời hình thành một lớp thụ động giàu crôm nhằm nâng cao khả năng chống ăn mòn và giảm thêm khả năng bám dính của vi sinh vật).
Việc lựa chọn độ nhám bề mặt cần dựa trên yêu cầu ứng dụng: các hệ thống chế biến sữa thường yêu cầu độ nhám Ra ≤ 0,8 µm theo tiêu chuẩn 3-A; các vùng quy trình vô trùng trong ngành dược phẩm thường yêu cầu độ nhám Ra ≤ 0,4 µm (ASME BPE SF-4); còn các hệ thống sản xuất thuốc tiêm có thể quy định độ nhám Ra ≤ 0,25 µm kèm bắt buộc phải xử lý bằng phương pháp điện phân đánh bóng. Việc quy định độ nhám bề mặt quá mức cần thiết sẽ làm gia tăng chi phí sản xuất mà không mang lại lợi ích tương xứng về mặt vệ sinh — cách tiếp cận hợp lý là phân vùng cơ sở theo phân loại rủi ro của ASME BPE và gán cấp độ độ nhám bề mặt tương ứng.
Việc AVM đầu tư vào các trung tâm gia công CNC đa trục của Mazak và thiết bị độ chính xác cao đến từ Hàn Quốc, kết hợp với năng lực đánh bóng và đo lường chuyên biệt, cho phép sản xuất ổn định các bề mặt có độ nhám từ Ra 0,8 µm đến Ra 0,25 µm. Mỗi lô sản xuất đều được kèm theo báo cáo kiểm tra độ nhám bề mặt đã được chứng nhận, đáp ứng yêu cầu về tài liệu xác minh của khách hàng. Việc lựa chọn nhà sản xuất có cơ sở hạ tầng đo lường đã được kiểm chứng và quy trình kiểm soát đạt chứng nhận ISO 9001 là đảm bảo cơ bản nhất cho tính nhất quán về chất lượng bề mặt.