

У производњи хигијенске опреме, унутрашња грубоћа површине (вредна вредност Ра) компоненти од нерђајућег челика је најважнији параметар који регулише чишћење, контролу микроба и чистоћу производа. Нижа вредност Ра значи глатку површину, смањену адхезију бактерија и ефикаснију перформансу ЦИП-а. Правилно одређивање захтева за површинску завршну обраду и сарадња са произвођачем способан да их доноси конзистентно су од суштинског значаја за успешне пројекте у фармацеутској, биотехнолошкој и прерађивању хране.
Ра (арифметичка просечна грубост) квантификује просечну висину површинских микро врхова и долина у односу на централну линију. У пракси, Ra = 0,8 мкм указује на просечне неисправности површине од 0,8 микрометра. АСМЕ БПЕ (Биопроцесинг Екипамент) класификује санитарне завршне делове у неколико нивоа: СФ-1 (Ра ≤ 0,51 мкм, механички полиран); СФ-4 (Ра ≤ 0,38 мкм, електрополиран); и СФ-6 (Ра ≤ 0,25 мкм, електро
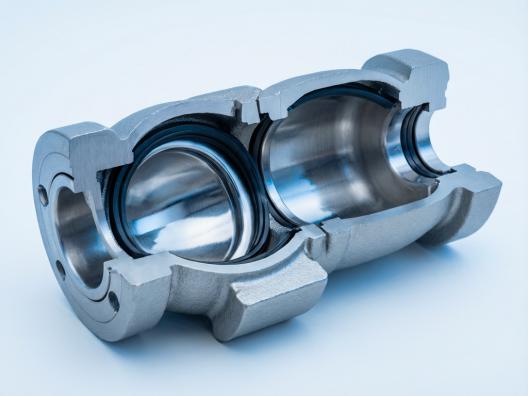
АВМ одржава строге контроле површине на свом опсегу производа. За компаније подељени лептар клапани и РТП системи, мокри површине су завршене на Ра < 0,4 мкм; немокри површине на Ра < 0,8 мкм. Ова спецификација испуњава или прелази захтеве фармацеутских cGMP, ASME BPE SF-4 и 3-A санитарних стандарда.
У овом случају, у случају да се користи за производњу растирања, у случају да се користи за производњу растирања, у случају да се користи за производњу растирања, у случају да се користи за производњу растирања, у случају да се користи за производњу растирања, у случају да се користи за производњу ра
Избор површине треба да буде заснован на апликацији: млечни системи обично захтевају Ra ≤ 0,8 μm по стандардима 3-А; фармацеутске асептичке зоне процеса генерално захтевају Ra ≤ 0,4 μm (ASME BPE SF-4); а системи за ињектиони лекови могу спецификовати Ra ≤ 0,25 μ Превише прецизирање завршног облика површине повећава производњу без пропорционалне хигијенске користи рационални приступ је да се објекат зонира по класификацији ризика АСМЕ БПЕ и да се одговарајућим степеном доделе завршне врсте.
Инвестиције АВМ-а у ЦНЦ центрима за обраду вишеоси Мазака и корејској опреми високе прецизности, у комбинацији са специјалним могућностима полирања и метрологије, омогућавају стабилну производњу завршних делова од Ра 0,8 мкм до Ра 0,25 мкм. Свака производња се испоручује са сертификованим извештајима о инспекцији површинске грубости, који подржавају захтеве клијента за документацију о валидацији. Избор произвођача са доказаном метролошком инфраструктуром и контролом процеса сертификованим по ИСО 9001 је основна гаранција конзистенције квалитета површине.