
Selecionar a tecnologia de bomba correta é uma das decisões de engenharia mais importantes em qualquer instalação de processamento de alimentos. As duas principais famílias de bombas higiênicas — lóbulos rotativos (de deslocamento positivo) e centrífugas — apresentam características de desempenho distintas, adequadas a diferentes condições de processo. Compreender suas respectivas vantagens e limitações é essencial para otimizar a eficiência da produção, preservar a qualidade do produto e minimizar o custo total de propriedade.
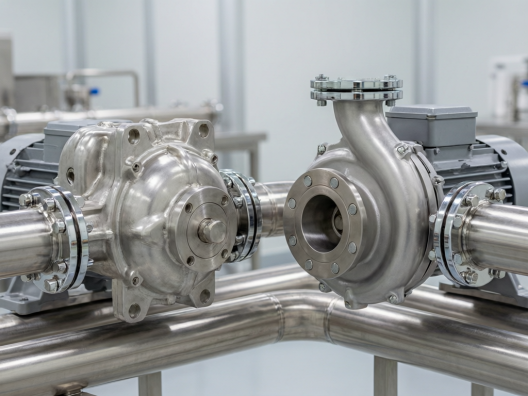
A bomba sanitária de lóbulos rotativa opera com base no princípio de deslocamento positivo: dois lóbulos que giram em sentidos opostos aprisionam o fluido entre si e a carcaça da bomba, impulsionando-o da sucção para a descarga. As principais vantagens incluem: capacidade de manipular produtos com viscosidade extremamente elevada (molhos, mel, chocolate — até 1.000.000 cP); excelentes características de autoescorvamento; relação linear entre vazão e velocidade, permitindo dosagem precisa; e manuseio suave, com baixo cisalhamento, de produtos contendo partículas ou sensíveis ao cisalhamento (iogurte com frutas, geleias com frutas inteiras), sem danificar os sólidos em suspensão.
A bomba sanitária centrífuga, por sua vez, gera fluxo mediante a energia cinética transmitida por um impulsor de alta velocidade. Suas principais vantagens são: alta capacidade de vazão (centenas de m³/h); construção simples, com menos peças sujeitas a desgaste; menor custo de investimento por unidade de vazão; e adequação ideal para fluidos de baixa viscosidade (água, suco, leite, xaropes leves). Em circuitos de retorno de limpeza CIP, as bombas centrífugas constituem o padrão universal.
A AVM oferece ambas as tecnologias de bomba em seu portfólio de produtos higiênicos. As bombas de lóbulos rotativos da empresa atendem aplicações com produtos viscosos nos setores de alimentos, laticínios e cuidados pessoais, enquanto suas bombas centrífugas CIP são projetadas especificamente para uso em sistemas de limpeza. Ambas as linhas de produtos são fabricadas em aço inoxidável 316L e possuem autorização 3-A e conformidade com os materiais aprovados pela FDA.

Uma matriz prática de seleção: quando a viscosidade do produto exceder 500 cP, especifique uma bomba de lóbulos; quando a viscosidade for inferior a 50 cP e a demanda de vazão for alta, uma bomba centrífuga será mais eficiente; quando for exigida precisão volumétrica (dosagem por batelada, dosagem precisa), a característica de deslocamento positivo da bomba de lóbulos é superior; quando as pressões do sistema excederem 10 bar, avalie cuidadosamente a confiabilidade da vedação da bomba de lóbulos; quando o produto contiver sólidos grandes ou fibras, selecione uma geometria de bomba projetada para a passagem de partículas.
Em uma fábrica típica de sucos, bombas centrífugas transferem o suco bruto, bombas de lóbulos preenchem preparações concentradas de frutas e bombas CIP circulam produtos químicos de limpeza — demonstrando como ambas as tecnologias se complementam dentro de uma única instalação produtiva.
O sistema de qualidade ISO 9001 da AVM e os equipamentos de usinagem CNC Mazak garantem que os componentes das bombas atendam aos rigorosos requisitos dimensionais e de acabamento superficial estabelecidos pelas normas sanitárias. Os produtos são implantados globalmente nos setores de alimentos, bebidas, laticínios e farmacêutico. Contratar um fabricante especializado em bombas higiênicas para dimensionamento e seleção específicos à aplicação é o passo crítico inicial rumo ao sucesso do projeto.